
Page 80 - 《橡塑技术与装备》2025年12期
P. 80
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
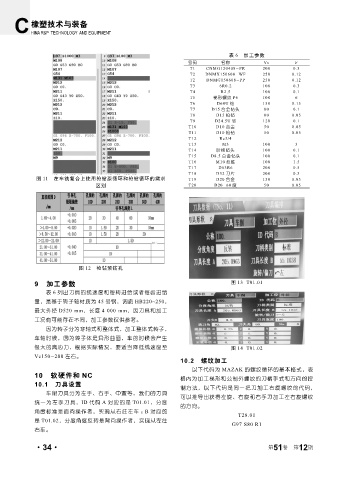
表 6 加工参数
号码 名称 Vc F
T1 CNMG120408-PR 200 0.3
T2 DNMX150608-WF 250 0.12
T2 DNMG150608-PP 250 0.12
T3 6R0.2 100 0.3
T4 R2.5 100 0.1
T5 梯形螺纹 P6 100 6
T6 D60U 钻 150 0.15
T7 D15 合金钻头 80 0.1
T8 D15 枪钻 80 0.05
T9 D24.5U 钻 120 0.1
T10 D10 合金 50 0.05
T11 D10 枪钻 50 0.05
T12 Rc3/4
T13 M3 100 3
T14 阶梯钻头 100 0.1
T15 D8.5 合金钻头 100 0.1
T16 M10 丝锥 100 1.5
T17 D63R6 200 0.5
T18 D32 刀片 200 0.3
图 11 在车铣复合上使用枪钻原循环和枪钻循环的需求 T19 D20 合金 150 0.05
区别 T20 D20-60 度 50 0.05
图 12 枪钻预钻孔
9 加工参数 图 13 T01.01
表 6 列出刀具的线速度和每转进给或者每齿进给
量,是基于转子轴材质为 45 号钢,调质 HB220~250,
最大外径 D520 mm,长度 4 000 mm,因刀具和加工
工况有可能存在不同,加工参数仅供参考。
因为转子分为穿轴式和整体式,加工整体式转子,
车轴时候,因为转子体是异形曲面,车的时候会产生
很大的离心力,根据实际情况,要适当降低线速度至 图 14 T01.02
Vc150-200 左右。
10.2 螺纹加工
以下代码为 MAZAK 的螺纹循环的基本格式,表
10 软硬件和 NC
格内为加工梯形和公制外螺纹的刀柄手式和方向的控
10.1 刀具设置
制方法,以下代码是同一把刀加工右旋螺纹的代码,
车削刀具分为左手、右手、中置等,我们的刀具
可以推导出获得左旋、右旋和右手刀加工左右旋螺纹
统一为左手刀具,ID 代码 A 对应的是 T01.01,分度
的方向。
角度标准是面向操作者,实现从右往左车 ; B 对应的
T28.01
是 T01.02,分度角度反转是背向操作者,实现从左往
G97 S80 R1
右车。
·34· 第 51 卷 第 12 期