
Page 82 - 《橡塑技术与装备》2025年12期
P. 82
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
10.7 滚压工艺的使用
虽然我们通过车削的方式,实现了大型轴类 “ 以
车代磨 ”,但是为了对粗糙度控制的更加稳妥,增加
了滚压工序,进一步强化粗糙度。
图 17 加工现场
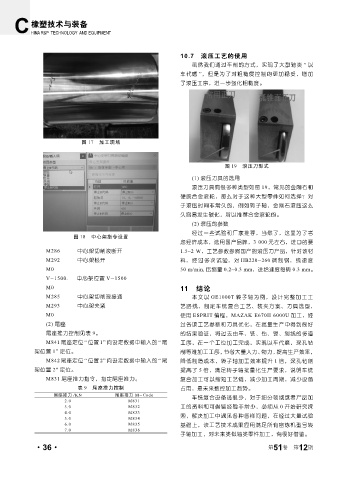
图 19 滚压刀形式
(1) 滚压刀具的选用
滚压刀具有很多种类型如图 19,常见的金刚石和
硬质合金滚轮,那么对于这种大型零件如何选择?对
于滚压时间非常久的,例如转子轴,金刚石滚压这么
久容易发生碳化,所以推荐合金滚轮的。
(2) 滚压的参数
经过一些试验和厂家推荐,当然了,这里为了考
图 18 中心架指令设置
虑经济成本,选用国产品牌,3 000 元左右,进口的要
M286 中心架切削液断开 1.5~2 W,工艺参数参照国产的滚压刀产品,针对该材
M292 中心架松开 料,经过多次试验,对 HB220-260 调制钢,线速度
M0 50 m/min, 压缩量 0.2~0.3 mm,进给速度每转 0.3 mm。
V-1500. 中心架位置 V-1500
M0 11 结论
M285 中心架切削液接通 本文以 GE1000T 转子轴为例,设计完整加工工
M293 中心架夹紧 艺路线,制定车铣复合工艺、装夹方案、刀具选型,
M0 使用 ESPRIT 编程,MAZAK E670H 6000U 加工,经
(2) 尾座 过各项工艺参数和刀具优化,在批量生产中得到很好
尾座推力控制见表 9。 的结果验证,将过去由车、铣、钻、镗、划线的多道
M841 尾座定位 “ 位置 1” 向设定数据中输入的 “ 尾 工序,在一个工位加工完成,实现以车代磨,深孔钻
架位置 1” 定位。 削等难加工工序,节省大量人力、物力,提高生产效率,
M842 尾座定位 “ 位置 2” 向设定数据中输入的 “ 尾 降低制造成本,转子轴加工效率提升 1 倍,深孔钻削
架位置 2” 定位。 提高了 5 倍,满足转子轴批量化生产要求,说明车铣
M831 尾座推力指令,指定尾座推力。 复合加工可以缩短工艺链,减少加工周期,减少设备
表 9 尾座推力控制 占用,是未来数控加工趋势。
尾座推力 /KN 尾座推力 M-Code 车铣复合设备还很少,对于细分领域或者产品加
2.0 M831
3.0 M832 工的资料和可借鉴经验非常少,必须从 0 开始研究探
4.0 M833
5.0 M834 索,解决加工中遇见各种各样问题,在经过大量试验
6.0 M835 基础上,该工艺技术成果应用满足所有密炼机型号转
7.0 M836
子轴加工,对未来类似轴类零件加工,有很好借鉴。
·36· 第 51 卷 第 12 期