
Page 87 - 《橡塑技术与装备》2025年12期
P. 87
工艺与设备
PROCESS AND EQUIPMENTS
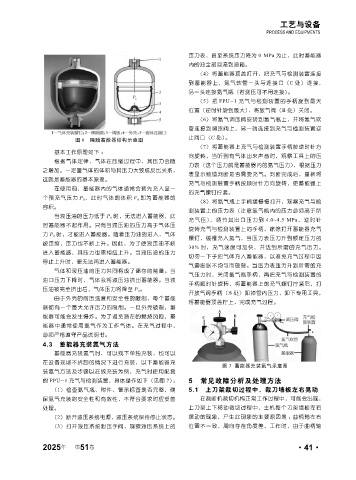
压力表,直至系统压力降为 0 MPa 为止,此时蓄能器
内的油全部回流到油箱。
(4)将蓄能器顶盖打开,把充气与检测装置连接
到蓄能器上,氮气软管一头与连接口(C 处)连接,
另一头连接氮气瓶(若测压可不用连接)。
(5)把 FPU-1 充气与检测装置的手柄旋到最大
位置(逆时针旋到最大),将放气阀(B 处)关闭。
(6)将氮气调压阀安装到氮气瓶上,并将氮气软
管连接到调压阀上,另一端连接到充气与检测装置逆
止阀口(C 处)。
图 6 隔膜蓄能器结构示意图
(7)将蓄能器上充气与检测装置手柄按逆时针方
基本工作原理如下 :
向旋转,当听到有气体出来声音时,观察工具上的压
根据气体定律,气体在压缩过程中,其压力会随
力表(这个压力就是蓄能器内的氮气压力),根据压力
之增加。一定量气体的体积与其压力大致成反比关系,
表显示数值判断是否需要充气。判断完成后,重新将
这就是蓄能器的基本原理。
充气与检测装置手柄按顺时针方向旋转,使蓄能器上
在使用前,蓄能器内的气体通常会预先充入至一
的充气螺钉拧紧。
个预充气压力 P 0 ,此时气体的体积 V 0 即为蓄能器的
(8)将氮气瓶上手柄缓慢慢打开,观察充气与检
容积。
测装置上的压力表(注意氮气瓶内的压力必须高于所
当液压油的压力低于 P 0 时,无法进入蓄能器,此
充气压),调节其出口压力到 4.0~4.5 MPa,逆时针
时蓄能器不起作用。只有当液压油的压力高于气体压
旋转充气与检测装置上的手柄,徐徐打开蓄能器充气
力 P 0 时,才能进入蓄能器。随着压力油的进入,气体
螺钉,缓慢充入氮气,当压力表压力升到额定压力的
被压缩,压力也不断上升。因此,为了使液压油不断
30% 时,充气速度可加快,并达到所需的充气压力。
进入蓄能器,其压力也需相应上升。当液压油的压力
切勿一下子把气体充入蓄能器,以避免充气过程中因
停止上升时,便无法再进入蓄能器。
气囊膨胀不均匀而破裂。当压力表压力升到所需的充
气体和液压油的压力共同构成了储存的能量。当
气压力时,关闭氮气瓶手柄,再把充气与检测装置的
油口压力下降时,气体会将液压油挤出蓄能器。当液
手柄顺时针旋转,将蓄能器上的充气螺钉拧紧后,打
压油被完全挤出后,气体压力将降至 P 0 。
开放气阀手柄(B 处)卸掉管内压力,卸下专用工具,
由于外壳的耐压强度和安全性的限制,每个蓄能
将蓄能器顶盖拧上,完成充气过程。
器都有一个最大允许压力的限制。一旦外壳破裂,蓄
能器可能会发生爆炸。为了避免潜在的燃烧风险,蓄
能器中通常使用氮气作为工作气体。在充气过程中,
必须严格遵守产品说明书。
4.3 蓄能器充装氮气方法
蓄能器充装氮气时,可以线下单独充装,也可以
在设备现场不拆卸的情况下进行充装,以下蓄能器充
图 7 蓄能器充装氮气示意图
装氮气方法及步骤以在线充装为例,充气时使用配套
的 FPU-1 充气与检测装置,具体操作如下(见图 7): 5 常见故障分析及处理方法
(1)检查氮气瓶、附件、警示标签是否完整,确 5.1 上刀架裁切过程中,裁刀墙板左右晃动
保氮气充装的安全性和有效性,不符合要求时应妥善 在裁断机裁切机构正常工作过程中,可能会出现,
处理。 上刀架上下移动裁切过程中,主机整个刀架墙板左右
(2)断开液压系统电源,液压系统保持停止状态。 摆动的现象,产生此现象的主要原因是 :曲柄轴左右
(3)打开液压系统泄压手阀,观察液压系统上的 位置不一致,周向存在角度差,工作时,由于曲柄轴
2025 第 51 卷 ·41·
年