
Page 88 - 《橡塑技术与装备》2025年12期
P. 88
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
的动不平衡作用,造成整体振动并传递到刀架墙板, 5.3 裁刀裁切减速箱输出轴漏油
若长时间工作可能会造成 C 型侧壁长期受力不均断裂 产生此现象的主要原因是 :减速箱输出轴两端轴
或其它部位损害。 瓦磨损,轴与轴瓦间隙大,造成液压油渗漏。
处理方法 :利用专业工具,以一端曲柄轴为基准, 处理方法 :重新更换新的轴瓦备件。
松开减速箱输出轴与曲柄轴之间的胀紧套,重新调整 5.4 裁刀裁切时减速箱连接电机空气开关跳
另一端曲柄轴的周向角度,恢复左右两端端曲柄轴的 闸
周向一致性。 产生此现象的主要可能原因是 :(见图 4)过渡齿
5.2 上刀架裁切时,突然掉落,无法升起 轮轴一端或两端圆螺母松动、退丝,裁刀裁切时圆螺
产生此现象的可能原因如下 : 母与轴承压盖之间产生摩擦,增加齿轮传动过程中阻
(1)液压离合制动器内部摩擦片磨损,内齿摩擦 力,造成电机负荷增大,电机电流增大,空气开关保
片与外齿摩擦片之间,间隙增大,造成液压离合制动 护跳闸。
器整体制动力矩减小。 处理方法 :打开两端轴承压盖,检测圆螺母、止
处理方法 :成套更换液压离合制动器或更换液压 退垫完好情况,重新紧固、锁紧止退垫。
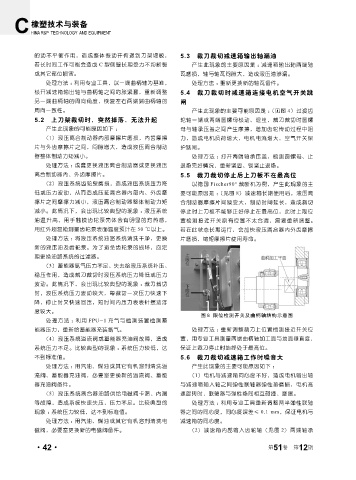
离合制动器内、外齿摩擦片。 5.5 裁刀裁切停止后上刀板不在最高位
(2)液压系统齿轮泵磨损,造成液压系统压力降 以德国 Fischer90° 裁断机为例,产生此现象的主
低或压力波动,从而造成压延离合器内部内、外齿摩 要可能原因是 :(见图 8)减速箱长期使用后,液压离
擦片之间摩擦力减小,液压离合制动器整体制动力矩 合制动器摩擦片间隙变大,制动时间延长,造成裁切
减小。此情况下,会出现比较典型的现象 :液压系统 停止时上刀板不能够正好停止在最高位,此时上限位
油温升高,用手触摸齿轮泵壳体会有明显的灼热感, 置检测接近开关原有位置不太合适,需要重新调整。
用红外超温枪测量齿轮泵表面温度预计在 50 ℃以上。 若在此状态长期运行,会加快液压离合器内外齿摩擦
处理方法 :将液压系统油路系统清洗干净,更换 片磨损,缩短摩擦片使用寿命。
新的液压油及齿轮泵。为了避免齿轮泵的损坏,应定
期更换油路系统的过滤器。
(3)蓄能器氮气压力不足,失去给液压系统补压、
稳压作用,造成裁刀裁切时液压系统压力降低或压力
波动。此情况下,会出现比较典型的现象 :裁刀裁切
时,液压系统压力波动较大,每裁切一次压力快速下
降,停止时又快速回压,短时间内压力表表针摆动浮
度较大。
图 8 限位检测开关及曲柄轴结构示意图
处理方法 :利用 FPU-1 充气与检测装置检测蓄
能器压力,重新给蓄能器充装氮气。 处理方法 :重新调整裁刀上位置检测接近开关位
(4)液压系统溢流阀或蓄能器充油阀故障,造成 置,用专业工具测量两端曲柄轴加工面与地面垂直度,
系统压力不足。比较典型的现象 :系统压力较低,达 保证上裁刀停止时始终处于最高位。
不到标准值。 5.6 裁刀裁切减速箱工作时噪音大
处理方法 :用汽油、煤油或其它有机溶剂清洗溢 产生此现象的主要可能原因如下 :
流阀、蓄能器充油阀,必要室更换新的溢流阀、蓄能 (1)电机与减速箱同心度不好,造成电机输出轴
器充油阀备件。 与减速箱输入轴之间弹性联轴器弹性垫磨损,电机高
(5)液压系统离合器油路供给电磁阀卡滞、内漏 速旋转时,联轴器与弹性垫间相互碰撞、摩擦。
等故障,造成系统快速失压,压力不足。比较典型的 处理方法 :利用专业工具重新调整两半弹性联轴
现象 :系统压力较低,达不到标准值。 器之间的同心度,同心度误差≤ 0.1 mm,保证电机与
处理方法 :用汽油、煤油或其它有机溶剂清洗电 减速箱的同心度。
磁阀,必要室更换新的电磁阀备件。 (2)减速箱内部输入齿轮轴(见图 2)两端轴承
·42· 第 51 卷 第 12 期