
Page 72 - 《橡塑技术与装备》2024年8期
P. 72
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
敷胶机头 ;冷却鼓装置 ;储料装置 ;换向装置 ;定中
输送装置 ;裁断装置 ;夹钳拉料装置 ;带束层裁断运
输带 ;带束层接头装置,带束层卸料运输带 ;带束层
平衡辊装置 ;带束层贴胶片装置 ;带束层卷取装置 ;
9— 裁断装置 ; 10— 夹钳拉料装置 ; 11— 带束层裁断运输带 ;
胎体帘布裁断运输带装置 ;胎体接头装置 ;胎体卸料
12— 带束层接头装置,13— 带束层卸料运输带 ;
运输带装置 ;胎体检修运输带 ;胎体包贴边装置 ;胎 14— 带束层平衡辊装置 ; 15— 带束层贴胶片装置 ;
体卷取装置 ; 0° 带束层卷取装置及控制系统等组成。 16— 带束层卷取装置 ; 17— 胎体帘布裁断运输带装置 ;
18— 胎体接头装置 ; 19— 胎体卸料运输带装置 ;
见图 1、图 2、图 3、图 4。
20— 胎体检修运输带 ; 21— 胎体包贴边装置 ; 22— 胎体卷取装置
图 3 小角度带束层及 90° 胎体帘布部分的主视图
23—0° 带束层卷取装置
图 4 0° 带束层卷取部分的主视图
布裁断成条,再将帘布进行对接接头、包贴边,然后
卷取到工字轮或台车上,供成型机使用。
3.1 钢丝帘布的挤出敷胶
将锭子房的多根钢丝导开进行敷胶,用于小角度
带束层、90° 胎体及 0° 带束层的敷胶钢丝帘布的生产。
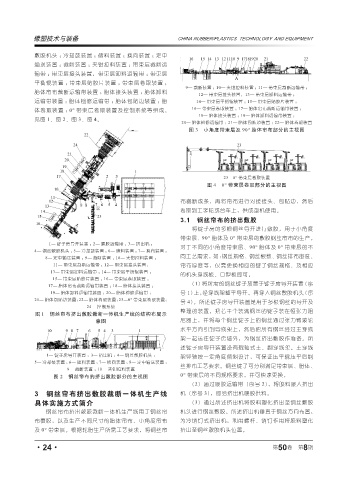
1— 锭子房导开装置 ; 2— 喂胶运输带 ; 3— 挤出机 ;
对于不同的小角度带束层、90° 胎体及 0° 带束层的不
4— 钢丝敷胶机头 ; 5— 冷却鼓装置 ; 6— 储料装置 ; 7— 换向装置 ;
8— 定中输送装置 ; 9— 裁断装置 ; 10— 夹钳拉料装置 ; 同工艺需求,如:钢丝规格、钢丝根数、钢丝排布密度、
11— 带束层裁断运输带 ; 12— 带束层接头装置, 帘布厚度等,仅需更换相应的锭子钢丝规格、及相应
13— 带束层卸料运输带 ; 14— 带束层平衡辊装置 ;
的机头穿线板、口型板即可。
15— 带束层贴胶片装置 ; 16— 带束层卷取装置 ;
(1)将所需的钢丝锭子放置于锭子房导开装置(序
17— 胎体帘布裁断运输带装置 ; 18— 胎体接头装置 ;
19— 胎体卸料运输带装置 ; 20— 胎体检修运输带 ; 号 1)上,经穿线架整平导开。再穿入钢丝敷胶机头(序
21— 胎体包贴边装置; 22— 胎体卷取装置; 23—0° 带束层卷取装置;
号 4)。所述锭子房导开装置是用于多根钢丝的导开及
24— 控制系统
整理的装置。把若干个装满钢丝的锭子装在恒张力阻
图 1 钢丝帘布挤出敷胶裁断一体机生产线的结构布局示
意图 尼器上,并将每个钢丝锭子上的钢丝通过张力臂滚轮
水平方向引到导线架上,然后把所有钢丝经过主穿线
架一起送往锭子房墙外,为钢丝挤出敷胶作准备。所
述锭子房导开装置设有辊轴式主、副穿线架。主穿线
1— 锭子房导开装置 ; 3— 挤出机 ; 4— 钢丝敷胶机头 ; 架竖轴按一定角度倾斜设计,可保证压平辊压平后钢
5— 冷却鼓装置 ; 6— 储料装置 ; 7— 换向装置 ; 8— 定中输送装置 ;
丝排布工艺要求。钢丝锭子可分别满足带束层、胎体、
9— 裁断装置 ; 10— 夹钳拉料装置
图 2 钢丝帘布的挤出敷胶部分的主视图 0° 带束层的不同规格要求,并可快速更换。
(2)通过喂胶运输带(序号 2),将胶料喂入挤出
3 钢丝帘布挤出敷胶裁断一体机生产线 机(序号 3),即给挤出机喂胶供料。
具体实施方式简介 (3)通过所述挤出机将胶料塑化挤出至钢丝敷胶
钢丝帘布挤出敷胶裁断一体机生产线用于钢丝帘 机头进行钢丝敷胶。所述挤出机垂直于钢丝方向布置,
布覆胶,以及生产不同尺寸的胎体帘布、小角度帘布 为冷销钉式挤出机,利用螺杆、销钉作用将胶料塑化
及 0° 带束层。根据轮胎生产所需工艺要求,将钢丝帘 挤出至钢丝敷胶机头位置。
8
·24· 第 50 卷 第 期