
Page 33 - 《橡塑智造与节能环保》2024年7期
P. 33
综述与专论
验组 3)主要用于轮胎内衬,以提高保气性能。 功能化三元共聚物树脂(FTR)应用于所有三个实验
每个测试装置都包括一种参考胶料和一种实验胶 装置中。在实验胶料中,10 份炭黑填料被10份FTR 取
料(EXP)。乙烯-丙烯酸酯-马来酸酐三元共聚物作为 代,其他成分与参考胶料相同(表1)。
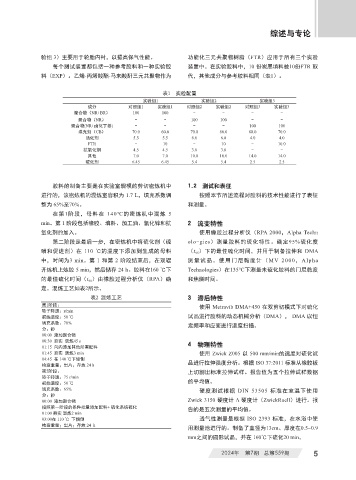
表1 实验配置
实验组1 实验组2 实验组3
成分 对照组1 实验组1 对照组2 实验组2 对照组3 实验组3
聚合物(NR+BR) 100 100 - - - -
聚合物(NR) - - 100 100 - -
聚合物(NR+卤化丁基) - - - - 100 100
填充剂(CB) 70.0 60.0 70.0 60.0 80.0 70.0
活化剂 5.5 5.5 6.0 6.0 4.0 4.0
FTR - 10 - 10 - 10.0
抗氧化剂 4.5 4.5 3.8 3.8 - -
其他 7.0 7.0 10.0 10.0 14.0 14.0
硫化剂 6.45 6.45 5.4 5.4 2.5 2.5
胶料的制备主要是在实验室规模的剪切密炼机中 1.2 测试和表征
进行的,该密炼机的混炼室容积为 1.7 L,填充系数调 按照本节所述流程对胶料的技术性能进行了表征
整为 65%至70%。 和测量。
在第1阶段,母料在 140℃的密炼机中混炼 5
min。第 1 阶段包括橡胶、填料、加工油、氧化锌和抗 2 流变特性
氧化剂的加入。 使用橡胶过程分析仪(RPA 2000,Alpha Techn
第二阶段是最后一步,在密炼机中将硫化剂(硫 olo-gies)测量胶料的硫化特性。确定95%硫化度
磺和促进剂)在 110 ℃的温度下添加到生成的母料 (t 95 )下的最佳硫化时间,并用于制备拉伸和 DMA
中,时间为3 min。第 1 和第 2 阶段结束后,在双辊 测量试品。使用门尼黏度计(MV 2000,Alpha
开炼机上炼胶 5 min,然后储存 24 h。胶料在160 ℃下 Technologies)在135℃下测量未硫化胶料的门尼黏度
的最佳硫化时间(t 90 )由橡胶过程分析仪(RPA)确 和焦烧时间。
定。混炼工艺如表2所示。
表2 混炼工艺 3 滞后特性
第1阶段: 使用 Metravib DMA+450 在双剪切模式下对硫化
转子转速:r/min
初始温度:50 ℃ 试品进行胶料的动态机械分析(DMA), DMA 以恒
填充系数:70% 定频率和应变进行温度扫描。
分:秒
00:00 添加聚合物
00:30 夯实 混炼45 s
01:15 向内添加其他所有配料 4 物理特性
01:45 夯实 混炼3 min 使用 Zwick Z005 以 500 mm/min的速度对硫化试
04:45 在 140 ℃下倾倒
检查重量;出片;存放 24 h 品进行拉伸强度分析。根据 ISO 37:2011 标准从橡胶板
第2阶段: 上切割出标准拉伸试样。报告值为五个拉伸试样数据
转子转速:75 r/min
初始温度:50 ℃ 的平均值。
填充系数:65% 硬度测试根据 DIN 53505 标准在室温下使用
分:秒
00:00 添加聚合物 Zwick 3150 硬度计 A 硬度计(ZwickRoell)进行。报
按照第一阶段的条件批量添加配料+ 硫化系统硫化 告的是五次测量的平均值。
01:00 夯实 混炼2 min
03:00在 110 ℃ 下倾倒 透气性测量是根据 ISO 2393 标准,在水浴中使
检查重量;出片;存放 24 h
用测量池进行的。制备了直径为13cm、厚度在0.5~0.9
mm之间的圆形试品,并在 160℃下硫化20 min。
2024年 第7期 总第559期 5