
Page 92 - 《橡塑技术与装备》2024年3期
P. 92
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
#
#
#
#
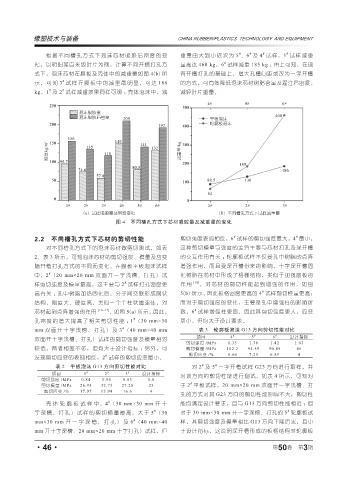
根据不同槽孔方式下泡沫芯材吸胶后密度的变 重量由大到小依次为 5 、6 及 4 试 样,5 试样减重
#
化,以明阳某百米级叶片为例,计算不同开槽打孔方 量高达 460 kg,6 试样减重 185 kg ;由上可知,在现
式下,泡沫芯材在腹板及壳体中的减重量如图 4(b) 所 有开槽打孔的基础上,增大孔槽间距或改为一字开槽
示,可知 3 试样在腹板中的减重最明显,可达 186 的方式,可有效降低泡沫芯材树脂含量及灌注后密度,
#
#
#
kg,1 及 2 试样减重效果同样可观 ;壳体泡沫中,减 减轻叶片重量。
图 4 不同槽孔方式下芯材吸胶量及减重量的变化
#
#
2.2 不同槽孔方式下芯材的剪切性能 剪切强度表现相反,6 试样的剪切强度最大,4 最小,
对不同槽孔方式下的泡沫芯材做剪切测试,如表 这种剪切模量与强度的差异主要与芯材打孔及深开槽
2、表 3 所示,可知泡沫芯材的剪切强度、模量及应变 的交互作用有关 ;轮廓板试样不仅受孔中树脂的点阵
随开槽打孔方式的不同而变化。在腹板平板泡沫试样 增强作用,而且受深开槽带来的影响,十字深开槽固
#
中,2 (20 mm×20 mm 双 面开 一 字浅 槽、 打孔 ) 试 化树脂在芯材中形成了格栅结构,类似于加强筋板的
#
样剪切强度及模量最高,这主要与 2 试样打孔密度更 作用 [18] ,对芯材的剪切性能起到增强的作用,如图
#
高有关 ;孔中树脂加热固化后,分子间交联形成网状 5(b) 所示,因此板格密度更高的 4 试样剪切模量更高;
结构,刚度大、硬度高,类似一个个柱状增强体,对 而对于剪切强度的变化,主要是孔中增强柱的影响所
#
芯材起到点阵增强的作用 [16~17] ,如图 5(a) 所示,因此, 致,6 试样增强柱更密,因此其剪切强度更大,应变
#
孔密度的增大提高了相关剪切性能 ; 1 (30 mm×30 更小,但均大于设计要求。
#
mm 双面开十字浅槽、打孔)及 3 (40 mm×40 mm 表 3 轮廓板泡沫 G13 方向剪切性能对比
双面开十字浅槽、打孔)试样的剪切强度及模量相对 项目 4 # 5 # 6 # 设计指标
剪切强度 /MPa 1.35 1.38 1.42 1.03
较低,两者相差不多,但均大于设计指标 ;另外,可 剪切模量 /MPa 102.2 94.59 90.49 46
剪切应变 /% 8.66 7.23 6.89 4
#
发现剪切应变的表现相反,2 试样的剪切应变最小。
#
#
表 2 平板泡沫 G13 方向剪切性能对比 对 2 及 5 一字开槽试样 G23 方向进行取样,并
项目 1 # 2 # 3 # 设计指标
剪切强度 /MPa 0.84 0.98 0.83 0.8 对该方向的剪切性能进行测试,如表 4 所示,可知对
#
剪切模量 /MPa 26.93 32.73 27.28 25 于 2 平板试样,20 mm×20 mm 双面开一字浅槽、打
剪切应变 /% 17.97 13.94 16.6 4
孔的方式对其 G23 方向的剪切性能影响不大,剪切性
#
壳体轮廓板试样中,4 (30 mm×30 mm 开十 能均满足设计要求,且与 G13 方向剪切性能相近 ;但
#
#
字深槽、打孔)试样的剪切模量最高,大于 5 (30 对于 30 mm×30 mm 开一字深槽、打孔的 5 轮廓板试
#
mm×30 mm 开一字深槽、打孔)及 6 (40 mm×40 样,其剪切强度及模量相比 G13 方向下降厉害,且小
mm 开十字深槽、20 mm×20 mm 十字打孔)试样,但 于设计指标,这说明深开槽形成的板格结构对轮廓板
3
·46· 第 50 卷 第 期