
Page 91 - 《橡塑技术与装备》2024年3期
P. 91
测试与分析 杨蕾 等·泡沫芯材开槽打孔方式对风电叶片轻量化的影响
试样为叶片腹板所用平板泡沫,采用浅开槽及贯穿性 位 kg,为别为 L、W、H 测量芯材灌注前的尺寸长度、
#
#
打孔方式,孔径、槽宽及槽深均为 2 mm,4 ~6 试 宽度、厚度,单位 mm ; m 2 ,m 3 分别为灌注后测量玻
样为叶片壳体所用轮廓板泡沫,采用深开槽及贯穿性 璃钢层合板的重量及芯材、树脂、玻纤重量 ; R 为计
打孔的方式,孔径 2 mm,槽宽 0.8~1.2 mm,留厚为 算芯材吸胶量 :
1~2 mm,具体槽间距及开槽打孔方式如下表 1 及图 1 m 3 -m 2 -m 3
R=
所示。 L×W×H
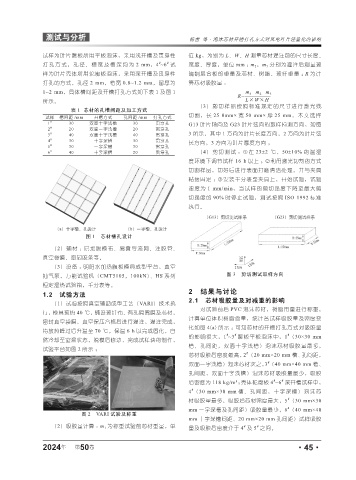
(3)剪切样品按照标准规定的尺寸进行激光线
表 1 芯材的孔槽间距及加工方式
试样 槽间距 /mm 开槽方式 孔间距 /mm 打孔方式 切割,长 25 0mm× 宽 50 mm× 厚 25 mm,本文选择
1 # 30 双面十字浅槽 30 贯穿孔 G13 叶片轴向及 G23 叶片弦向的取样检测方向,如图
2 # 20 双面一字浅槽 20 贯穿孔
3 # 40 双面十字浅槽 40 贯穿孔 3 所示,其中 1 方向为叶片长度方向,2 方向为叶片弦
4 # 30 十字深槽 30 贯穿孔 长方向,3 方向为叶片厚度方向 ;
5 # 30 一字深槽 30 贯穿孔
6 # 40 十字深槽 20 贯穿孔 (4)剪切测试 :①在 23±2 ℃,50±10% 的温湿
度环境下调节试样 16 h 以上 ;②利用激光切割的方式
切割样品,切好后进行表面打磨清洁处理,并与夹具
粘接固定 ;③安装千分表至夹具上,开始试验,试验
速度为 1 mm/min,当试样的剪切强度下降至最大剪
切强度的 90% 时停止试验,测试按照 ISO 1992 标准
执行。
图 1 芯材槽孔设计
(2)辅材 :尼龙脱模布、易撕导流网、注胶管、
真空袋膜、密封胶条等。
(3)设备 :明阳水加热腹板模具成型平台,真空
抽气泵,万能试验机(CMT5105,100kN)、HS 系列 图 3 剪切测试取样方向
恒定湿热试验箱,千分表等。
2 结果与讨论
1.2 试验方法
2.1 芯材吸胶量及对减重的影响
(1)试验按照真空辅助成型工艺(VARI)技术执
对试验前后 PVC 泡沫芯材,树脂用量进行称重,
行,模具预热 40 ℃,铺设玻纤布、有孔隔离膜及芯材,
计算单位体积树脂含量,统计各试样吸胶量及密度变
密封真空袋膜,真空保压合格后进行灌注,灌注完成,
化如图 4(a) 所示 ;可知芯材的开槽打孔方式对吸胶量
待放热峰过后升温至 70 ℃,保温 6 h 以完成固化,自
#
#
#
的影响很大,1 ~3 腹板平板泡沫中,1 (30×30 mm
然冷却至室温状态,脱模后修边,完成试样块的制作,
槽、孔间距,双面十字浅槽)泡沫芯材吸胶量最多,
试验平台如图 2 所示 ;
#
芯材吸胶后密度最高, 2 (20 mm×20 mm 槽、孔间距,
#
双面一字浅槽)泡沫芯材次之, 3 (40 mm×40 mm 槽、
孔间距,双面十字浅槽)泡沫芯材吸胶量最少,吸胶
#
#
后密度为 118 kg/m³;壳体轮廓板 4 ~6 深开槽试样中,
#
4 (30 mm×30 mm 槽、孔间距,十字深槽)泡沫芯
材吸胶量最多,吸胶后芯材密度最大,5 (30 mm×30
#
#
mm 一字深槽及孔间距)吸胶量最少,6 (40 mm×40
图 2 VARI 试验及称重
mm 十字深槽间距、20 mm×20 mm 孔间距)试样吸胶
(2)吸胶量计算 : m 1 为称重试验前芯材重量,单 量及吸胶后密度介于 4 及 5 之间。
#
#
年
2024 第 50 卷 ·45·