
Page 79 - 《橡塑技术与装备》2024年6期
P. 79
机械与模具 张斌 等·45°分型“O”型密封圈压模的加工与测量技巧
计算公式如下 :
A=sin45°×d/2 (3)
式中 :
A— 测量转化尺寸,mm ;
d— 密封圈型腔直径,mm ;
H 1 =H-2A (4)
式中 :
H 1 — 实际测量尺寸,mm ;
H— 密封圈型腔中心距,mm ;
A— 测量转化尺寸,mm ;
H 2 =H+2A (5)
式中 :
H 2 — 实际测量尺寸,mm ;
图 8 凹模加工进刀点示意图
H— 密封圈型腔中心距,mm ;
a.R 刀正装,对好中心高。
A— 测量转化尺寸,mm。
b. 对刀时一定精准,R 到先对端面,对好后设置
实际测量时,凹模测量 H 2 值,凸模测量 H 1 值,
为 Z 坐标零点,然后对直径方向,通过实际测量输入
用这种方法方便测量,型腔加工质量保证稳定。
R 刀直径实际值。
c. 对号 R 刀后,在机床刀具补偿中,直径的实际
4 效果
尺寸加上 R 刀的直径,长度 Z 方向加工 R 刀的半径 ;
在采取上述措施之后,加工出来的 “O” 型密封圈
d. 用镗孔车刀精车好内锥面至尺寸。
压模的质量十分理想。多腔 “O” 型密封圈压模,其效
e. 主轴转速 1 000 转 /min。
果如图 10 所示。
f.R 刀起刀至 X : 11,Z : 2。
g.R 车刀 G 1 至 Z : 4。
h.R 车刀走至 X : 12.538 8,Z : 4.789 4,此时 R
刀正好接触内锥面,走刀量 0.001 mm/r。
i.R 车刀走至 X : 13.26,Z : 5.15,走刀量 0.005
mm/r。
j.R 车刀原路返回至 X : 12.538 8,Z : 4.789 4,
最后退至 Z : 0。
凹模加工完毕
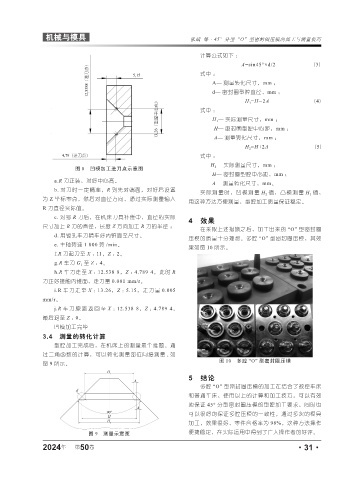
3.4 测量的转化计算
型腔加工完成后,在机床上的测量是个难题。通
过三角函数的计算,可以转化测量部位间接测量 , 如
图 10 多腔 “O” 型密封圈压模
图 9 所示。
5 结论
多腔 “O” 型密封圈压模的加工在结合了数控车床
和普通车床,使用以上的计算和加工技巧,可以有效
地保证 45° 分型密封圈压模的型腔加工要求,同时也
可以很好的保证多腔压模的一致性。通过多次的模具
加工,效果很好,零件合格率为 98%。这种方法操作
图 9 测量示意图 便捷稳定,在实际运用中得到了广大操作者的好评。
2024 第 50 卷 ·31·
年