
Page 83 - 《橡塑技术与装备》2024年6期
P. 83
工艺与设备 丁振堂 等·全钢液压硫化机——L 型硫化机技术概述
表 1 全钢 L 型液压硫化机的产品精度表
序号 项目 精度
1 底座上平面的平面度 ≤ 0.3 mm
2 底座上平面的水平度 ≤ 0.3 mm/m
3 蒸汽室上用于安装模具的上下热板的平行度 < 1/1 400
4 上热板安装模型用孔的中心与下热板 T 型槽中心的偏移量 ≤ 2 mm
5 活络模操纵缸的活塞杆中心与中心机构中心的同轴度 ≤ Φ1 mm
6 中心机构活塞杆升高到极限位置时的垂直度 ≤ 0.5 mm/m
7 装胎器的卡爪的圆度(在 Φ580 mm 时) ≤ 0.5 mm
8 装胎器的卡爪中心与中心机构中心的同轴度 ≤ Φ1 mm
9 装胎器的卡爪中心与中心机构中心的同轴度的重复对中精度 ≤ 0.5 mm
10 卸胎器的卡爪的圆度(在 Φ580 mm 时) ≤ 0.5 mm
11 卸胎器的卡爪中心与中心机构中心的同轴度 ≤ Φ1 mm
12 卸胎器的卡爪中心与中心机构中心的同轴度的重复对中精度 ≤ 0.5 mm
13 在合模力为 3 500 kN 时进行压铅试验(每个模型放置四段)铅片厚度差 ≤ 0.1 mm
表 2 全钢 L 型液压硫化机的制作规格参数表
名称 全钢型号
规格 63.5" 65" 68" 70"
中心机构 RIB or BOM RIB or BOM RIB or BOM RIB or BOM
加热方式 热板式 热板式 热板式 热板式
护罩内径 /mm 1 650 1 650 1 750 1 750
最大合模力 /kN 4 500 4 500 kN 5 000 5 000
模具高度范围 /mm 320~650 320~650 320~650 320~650
轮胎子口尺寸 /" 16~24.5 16~24.5 20~25 20~25
最大轮胎外径 /mm 1 270 1 270 1 460 1 460
最大轮胎高度 /mm 700 700 700 700
表 3 全钢 L 型液压硫化机的技术参数表 可随意准确控制,对于硫化不同规格轮胎很有意义。
1.0 硫化蒸汽压力 /MPa 1.4~1.8
2.0 热板及夹套蒸汽工作压力 /MPa 0.8 ~1.2 (5)一种新式的机械手结构,更换规格方便快捷。
3.0 氮气硫化压力 /MPa MAX 2.7 (6)机器各动作简单有效,在用户使用过程中,
4.0 氮气定型压力 /MPa MAX. 0.40
5.0 一次定型压力 /MPa 0.02~0.1 基本上没有易损件,备件需要更换,也不需要机械式
6.0 二次定型压力 /MPa 0.06~0.2
7.0 上下热板、同一热板温差 /℃ ±1 硫化机那样定期中修、大修,大大减少了用户运行成
8.0 硫化氮气保压时左右温度差异 左右温差< 5° 本,增加了设备使用率。
9.0 硫化外温控制标准 设定值 ±2 ℃ ( 模套和热板 )
10.0 电源 AC380 V 50 Hz 3 相 5 线 2.6.1 主机框架式结构、硫化室错齿锁环结
11.0 控制电源 AC220 V 50 Hz 构
12.0 电磁阀电源 DC24 V 50 Hz
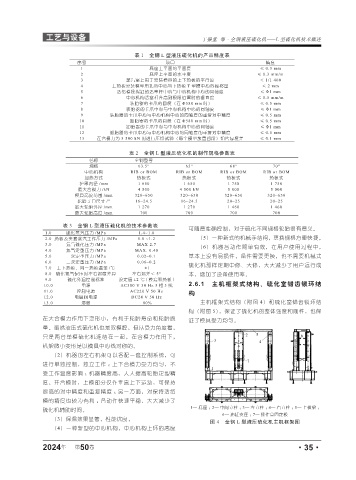
13.0 湿度 80% 主机框架式结构(附图 4)和硫化室错齿锁环结
构(附图 5),保证了硫化机的整体强度和刚性,也保
在大合模力作用下变形小,有利于轮胎寿命和轮胎质 证了模具受力均匀。
量。虽然液压式硫化机也是双模腔,但从受力角度看,
只是两台单模硫化机连结在一起,在合模力作用下,
机架微小变形是以模具中心线对称的。
(2)机器的左右机架可以各配一套控制系统,可
进行单独控制,独立工作 ;上下合模力受力均匀,不
受工作温度影响 ;机器精度高,大大提高轮胎定型精
度。开合模时,上模部分仅作垂直上下运动,可保持
很高的对中精度和重复精度 ;另一方面,对保持活络
模的精度也较为有利 ;各动作快速平稳,大大减少了
硫化机辅助时间。 1— 底座 ; 2— 中间立柱 ; 3— 左立柱 ; 4— 右立柱 ; 5— 上横梁 ;
6— 油缸支座 ; 7— 操作盒固定板
(3)保温效果显著,性能优良。
图 4 全钢 L 型液压硫化机主机框架图
(4)一种新型的中心机构,中心机构上环的高度
2024 第 50 卷 ·35·
年