
Page 85 - 《橡塑技术与装备》2024年6期
P. 85
工艺与设备 丁振堂 等·全钢液压硫化机——L 型硫化机技术概述
解决了硫化室体内部结构密封问题,可以实现内部空 筒之中,没有胶囊卡盘的存在,卡爪不会碰到胶囊上
间为真空状态、填充隔热材料、表面喷涂反射材料。 夹盘,避免了卡爪与胶囊上卡盘的碰撞受损,此举保
将传统物理学中热能散失的三种方式(热传导、热辐 护了卡爪的同时也提高了机械手的卸胎抓取动作 ;由
射、热对流),全部采取阻断措施,从而实现节能目的。 于拉伸油缸的作用,使得胶囊完全脱离轮胎内部,将
上硫化室保温效果(附图 8):经过多年的经验积 胶囊与轮胎的附着力降到零值,只剩下胶囊下夹盘于
累 ;目前已经实现各种类型的保温。通过陶瓷纤维 + 轮胎的部分粘附力,使机械手的卸胎抓取力更小,受
隔热板 + 防火布包裹陶瓷纤维的方案实现上硫化室顶 力更小使得速度更快更稳,也提高了机械手的使用寿
部温度 50 ℃以下 ;通过板材包覆陶瓷纤维,内侧喷 命和重复精度。
涂耐高温银粉漆,实现侧面温度 50 ℃以下。
图 8 全钢 L 型液压硫化机的保温效果图
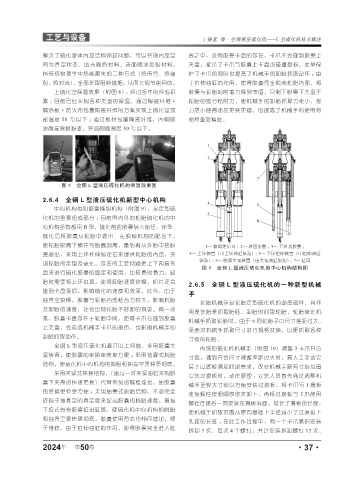
2.6.4 全钢 L 型液压硫化机新型中心机构
中心机构也叫胶囊操纵机构(附图 9),是定型硫
化机的重要组成部分 ;目前国内外的轮胎硫化机的中
心机构多数都用 B 型,硫化前把胶囊装入胎坯、定型、
硫化后将胶囊从轮胎中拨出、在脱模机构的配合下,
使轮胎脱离下模并与胎圈剥离,最后再从外胎中把胶 1— 模具定位环 ; 2— 进回水管 ; 3— 下拉式胶囊 ;
囊退出,采用上环杆伸缩定位来提供轮胎的内压,实 4— 上环装置(由上环油缸驱动); 5— 下环拉伸装置(由拉伸油缸
驱动); 6— 胶囊夹紧装置(由夹紧油缸驱动); 7— 缸筒
现轮胎的定型及硫化,存在的主要问题是上下两套夹
图 9 全钢 L 型液压硫化机的中心机构结构图
盘来进行硫化胶囊的固定和使用,比较费时费力,卸
胎时需要将上环拉直,使得卸胎速度较慢,抓片还会
2.6.5 全钢 L 型液压硫化机的一种新型机械
碰到卡盘受损,影响硫化的速度和效率。此外,由于
手
抽真空较慢,胶囊与轮胎内部粘合力较大,影响脱胎
轮胎机械手是轮胎定型硫化机的必备部件,其作
及卸胎的速度,还会出现轮胎不好卸的现象。再一点
用是装胎是抓取胎胚,卸胎时抓取轮胎,轮胎硫化机
是,胶囊卡盘存在于轮胎中间,使得卡爪会碰到胶囊
机械手抓取轮胎时,由于不同轮胎子口尺寸差距过大,
上夹盘,会造成机械手卡爪的损伤,也影响机械手的
需要对机械手抓取尺寸进行规格变换,以便抓取各种
卸胎抓取动作。
寸级的轮胎。
全钢 L 型液压硫化机避开以上问题,采用胶囊夹
传统的硫化机机械手(附图 10)调整 3 卡爪开合
紧装置,使胶囊的更换更快更方便 ;采用抽囊式脱胎
寸级,遇到开合尺寸调整差距过大时,需人工手动安
结构,使硫化机中心机构的脱胎和抽真空更快更彻底。
装 2 过渡板满足抓取需求,改变机械手原有寸级范围
采用夹紧式快换结构,(通过一对夹紧油缸实现胶
安装过渡板时,动作原理 :安装人员首先通过调整机
囊下夹盘的快速更换)代替传统的螺栓连接,使胶囊
械手至较大寸级以方便安装过渡板,将卡爪与 1 滑板
的更换更快更方便 ;采用抽囊式脱胎结构,不必完全
连接螺栓按照顺序依次卸下,再将过渡板与卡爪使用
依赖于抽真空的真空度来提高胶囊的脱胎速度,直接
螺栓连接后一同安装在滑板底面,延长了滑板的长度,
下拉式将将胶囊拉进缸筒,使硫化机中心机构的脱胎
使机械手抓取范围从原有基础上半径减小了过渡板上
和抽真空更快更彻底,胶囊使用寿命也相应增加,便
孔距的长度 ;在此工作过程中,同一个卡爪累积安装
于维修。由于拉伸油缸的作用,使得胶囊完全进入缸
拆卸 3 次,每次 4 个螺钉,共计安装拆卸螺钉 12 次,
年
2024 第 50 卷 ·37·