
Page 86 - 《橡塑技术与装备》2024年6期
P. 86
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
每个机械手通常由 8 个卡爪组成,每个机械手安装一
次过渡板共需要安装拆卸螺栓 96 次,一个安装人员一
个机械手更换一次过渡板至少需要 0.5 h 时间,极大
的浪费了人工成本,费时费力,调整精度低,工作效
率低。
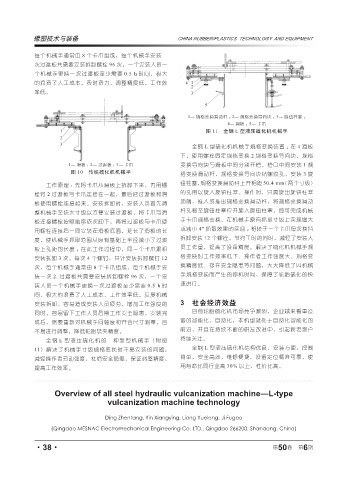
1— 规格变换滑动杆 ; 2— 规格变换导向块 ; 3— 旋钮柱塞 ;
4— 滑板 ; 5— 卡爪
图 11 全钢 L 型液压硫化机机械手
全钢 L 型硫化机机械手规格变换装置 :在 4 滑板
下,使用螺栓固定规格变换 2 规格变换导向块,规格
1— 滑板 ; 2— 过渡板 ; 3— 卡爪 变换导向块与滑板中间分别开槽,槽口中间安装 1 规
图 10 传统硫化机机械手 格变换滑动杆,规格变换导向块钻螺纹孔,安装 3 旋
钮柱塞,规格变换滑动杆上开相距 50.4 mm (两个寸级)
工作原理 :先将卡爪从滑板上拆卸下来,再用螺
栓将 2 过渡板与卡爪连接在一起,最后把过渡板和滑 的孔用以旋入旋钮柱塞。操作时,只需旋出旋钮柱塞
板使用螺栓连接起来。安装拆卸时,安装人员首先调 顶端,推入或推出规格变换滑动杆,将规格变换滑动
整机械手至较大寸级以方便安装过渡板,将卡爪与滑 杆孔移至旋钮柱塞位并旋入旋钮柱塞,即可完成机械
板连接螺栓按照顺序依次卸下,再将过渡板与卡爪使 手卡爪规格变换,在机械手原有抓取寸级上实现增大
用螺栓连接后一同安装在滑板底面,延长了滑板的长 或减小 4" 抓取效果的实现 ;相较于一个卡爪每次换挡
度,使机械手抓取范围从原有基础上半径减小了过渡 拆卸安装 12 个螺栓,节约工时的同时,减轻了安装人
员工作量,提高了设备精度。解决了硫化机机械手规
板上孔距的长度 ;在此工作过程中,同一个卡爪累积
安装拆卸 3 次,每次 4 个螺钉,共计安装拆卸螺钉 12 格变换时工作效率低下、操作者工作强度大、规格变
次,每个机械手通常由 8 个卡爪组成,每个机械手安 换精度低、存在安全隐患等问题,大大降低了因机械
手规格变换而产生的停机时间,保障了轮胎硫化的快
装一次 2. 过渡板共需要安装拆卸螺栓 96 次,一个安
装人员一个机械手更换一次过渡板至少需要 0.5 h 时 速进行。
间,极大的浪费了人工成本,工作效率低。反复机械
安装拆卸,容易造成安装人员疲劳,增加工作强度的 3 社会经济效益
同时,容易留下工作人员后期工作安全隐患。安装完 目前轮胎硫化机市场竞争激烈,企业越来看重设
成后,需要重新对机械手同轴度和开合尺寸测量,且 备的智能化,自动化,本机型就处于自动化智能化的
不易进行调整,降低轮胎装夹精度。 前沿,并且在持续不断的研发改进中,引起新老客户
全钢 L 型液压硫化机的一种新型机械手(附图 持续关注。
11)解决了机械手寸级规格变换时不易安装的问题, 全钢 L 型液压硫化机结构优良,安装方便,控制
减轻操作者劳动强度,杜绝安全隐患,保证调整精度, 简单,安全高效,维修便捷,设备定位精准可靠,使
提高工作效率。 用寿命比同行业高 30% 以上,性价比高。
Overview of all steel hydraulic vulcanization machine—L-type
vulcanization machine technology
Ding Zhentang, Yin Xiangying, Liang Yuelong, Ji Fugao
(Qingdao MESNAC Electromechanical Engineering Co. LTD., Qingdao 266200, Shandong, China)
6
·38· 第 50 卷 第 期