
Page 72 - 《橡塑技术与装备》2024年6期
P. 72
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
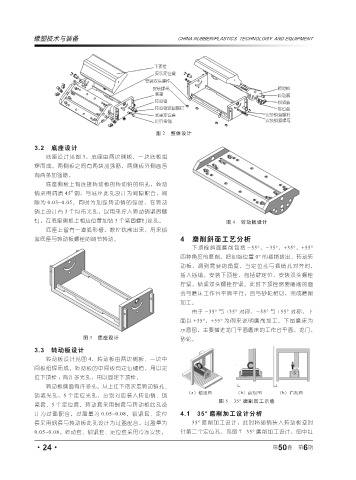
图 2 整体设计
3.2 底座设计
底座设计见图 3,底座由两块侧板、一块底板组
焊而成。两侧板之间有两块加强筋,两侧板外侧面各
有两条加强筋。
底座侧板上有连接转动板的转动销的销孔,转动
#
销采用调质 45 钢,与底座此孔设计为间隙配合,间
隙为 0.03~0.05。同时为加强转动销的强度,在转动
销上设计有 3 个均布光孔,以用来拧入转动销紧固螺
钉,在底座侧板上相应位置加钻 3 个紧固螺钉丝孔。 图 4 转动板设计
底座上留有一道弧形槽,数控铣削出来,用来锁
紧底座与转动板螺栓的调节转动。 4 磨削斜面工艺分析
下顶栓斜面磨削包括 -55°,-35°,+35°,+55°
四种角度的磨削。把初始位置 0° 的插销拔出,转动转
动板,调到需要的角度,当定位孔与插销孔对齐时,
插入插销,安装下顶栓,包括键定位,安装双头螺栓
拧紧,锁紧双头螺栓拧紧。此时下顶栓需要磨削的面
会与磨床工作台平面平行,且与砂轮相切,完成磨削
加工。
由于 -35° 与 +35° 对称,-55° 与 +55° 对称,下
面以 +35°,+55° 为例来说明磨削加工。下图磨床为
示意图,主要描述龙门平面磨床的工作台平面,龙门,
图 3 底座设计 砂轮。
3.3 转动板设计
转动板设计见图 4,转动板由两块侧板、一块中
间板组焊而成。转动板的中间板有定位键槽,用以定
位下顶栓 ;有许多光孔,用以固定下顶栓。
转动板侧面有许多孔。从上往下依次是转动销孔、
锁紧光孔,5 个定位光孔,分别对应装入转动销、锁
图 5 35° 磨削加工示意
紧套、5 个定位套。转动套采用铜套与转动板此孔设
计为过盈配合,过盈量为 0.05~0.08。锁紧套、定位 4.1 35° 磨削加工设计分析
套采用钢套与转动板此孔设计为过盈配合,过盈量为 35° 磨削加工设计,此时将插销装入转动板逆时
0.05~0.08。转动套、锁紧套、定位套采用冷冻安装。 针第二个定位孔,见图 7 35° 磨削加工设计,图中红
6
·24· 第 50 卷 第 期