
Page 126 - 《橡塑技术与装备》2025年11期
P. 126
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
图 3 Irganox245 的结构
表 3 注塑成型参数
添加剂 DurethanB26 PocanB1300 LSR
240;240;230;220 245;245;235;255
螺杆温度 /℃ 20
4 个区域 4 个区域
模具温度 /℃ 40 40 140
保压压力 /bar 因添加剂而异 400 bar,5s −
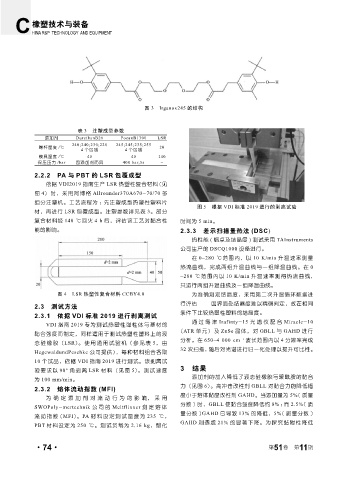
2.2.2 PA 与 PBT 的 LSR 包覆成型
依据 VDI2019 指南生产 LSR 热塑性复合材料(见
图 4)时,采用阿博格 Allrounder370A670-70/70 多
组分注塑机。工艺流程为 :先注塑成型热塑性塑料片
图 5 根据 VDI 标准 2019 进行的剥离试验
材,再进行 LSR 包覆成型。注塑参数详见表 3。部分
复合材料经 140 ℃回火 4 h 后,评估该工艺对黏合性 时间为 5 min。
能的影响。 2.3.3 差示扫描量热法 (DSC)
热性能 ( 熔点及结晶度 ) 测试采用 TAInstruments
公司生产的 DSCQ1000 设备进行。
在 0~280 ℃范围内,以 10 K/min 升温速率测量
热流曲线,完成两组升温曲线与一组降温曲线。在 0
~280 ℃范围内以 10 K/min 升温速率测得热流曲线,
共运行两组升温曲线及一组降温曲线。
图 4 LSR 热塑性复合材料 CCBY4.0 为准确测定结晶度,采用第二次升温循环数据进
行评估 —— 因界面处结晶度难以精确判定,故在相同
2.3 测试方法
条件下比较热塑性塑料的结晶度。
2.3.1 依据 VDI 标准 2019 进行剥离测试
通 过 岛 津 Irafinty-15 光 谱 仪 配 合 Miracle-10
VDI 指南 2019 专为测试热塑性弹性体与基材的
(ATR 单元)及 ZnSe 晶体,对 GBLL 与 GAHD 进行
黏合强度而制定,同样适用于测试热塑性塑料上的液
分析。在 650~4 000 cm⁻¹ 波长范围内以 4 分辨率完成
态硅橡胶(LSR)。使用通用试验机(参见表 5,由
32 次扫描,随后对光谱进行归一化处理以提升可比性。
HegewaldundPeschke 公司提供),每种材料组合各取
10 个试品,依据 VDI 指南 2019 进行测试。该剥离试
验要求以 90° 角剥离 LSR 材料(见图 5)。测试速度 3 结果
添加剂的加入降低了液态硅橡胶与聚酰胺的黏合
为 100 mm/min。
2.3.2 熔体流动指数 (MFI) 力(见图 6)。高冲击改性剂 GBLL 对黏合力的降低幅
度小于熔体黏度改性剂 GAHD。当添加量为 5%( 质量
为确定添加剂对流动行为的影响,采用
分数 ) 时,GBLL 使黏合强度降低约 8% ;而 2.5%(质
SWOPoly-mertechnik 公司的 Meltflixxer 测定熔体
量分数 )GAHD 已导致 13% 的降低,5%( 质量分数 )
流动指数 (MFI)。PA 材料设定测试温度为 235 ℃,
GAHD 则造成 21% 的显著下降。为探究黏附性降低
PBT 材料设定为 250 ℃。测试负载为 2.16 kg,熔化
·74· 第 51 卷 第 11 期