
Page 111 - 《橡塑技术与装备》2025年11期
P. 111
设备管理与维护
EQUIPMENT MANAGEMENT AND MAINTENANCE
保工人劳动强度大,解决用工难得问题,并提高生产
效率。
(2)提高密炼机环保性能,改善工作环境,并降
低非生产的物资损耗问题。
(3)提高密炼机运转性能,降低生产的物资损耗
问题。
2.2.2 需要进行 “ 性能优化 ” 的注意事项
“ 性能优化 ” 一般是在原设备的基础上,根据需
求进行的结构优化或技术提升。下文将列举几种近些
年较为常见 “ 性能优化 ”,并注明此过程中的注意事项。
(1)密炼机增加点巡检功能。
密炼机日常运转时,为了保证设备开机率,一
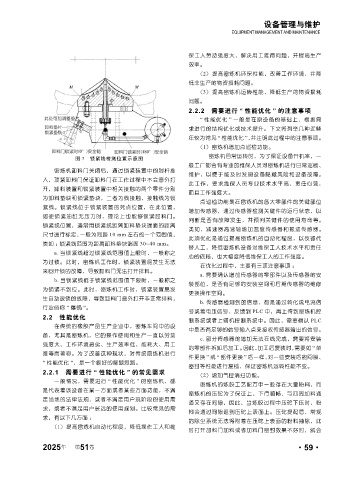
图 7 锁紧线检测位置示意图
般工厂都会有专业的维保人员对密炼机进行日常巡检、
密炼机卸料门关闭后,通过锁紧装置中的肘杆推
维护,以便于能及时发现设备隐藏风险和设备故障。
入,顶紧卸料门保证卸料门在工作过程中不会意外打
此工作,要求维保人员专业技术水平高、责任心强,
开,卸料装置和锁紧装置中相关接触的两个零件分别
而且工作强度大。
为卸料垫块和锁紧垫块,二者为线接触,接触线为锁
点巡检功能是在密炼机的各大零部件的关键部位
紧线。锁紧线位于锁紧装置的死点位置,在此位置,
增加传感器,通过传感器检测关键件的运行状态,以
即使锁紧油缸无压力时,理论上也能够锁紧卸料门。
判断是否有故障发生,并预判关键件的使用寿命等。
锁紧线位置,通常用锁紧线距离卸料垫块端面的距离
类如,减速器高速轴增加温度传感器和振动传感器。
尺寸进行标定,一般为间距 10 mm 左右的一个范围值,
此项优化是通过提高密炼机的自动化程度,以仪器代
类如 :锁紧线范围为距离卸料垫块端面 30~40 mm。
替人工,降低密炼机设备对维保工人技术水平和责任
a. 当锁紧线超过锁紧线范围值上限时,一般称之
心的依赖,也大幅度降低维保工人的工作强度。
为过锁。此时,密炼机工作时,锁紧装置易发生无法
在优化过程中,主要有三项注意事项 :
来回开锁的故障,导致卸料门无法打开排料。
a. 需要确认增加传感器的零部件以及传感器的安
b. 当锁紧线低于锁紧线范围值下限时,一般称之
装部位,是否有足够的安装空间和后期传感器的维修
为锁紧不到位。此时,密炼机工作时,锁紧装置易发
更换操作空间。
生自动退锁的故障,导致卸料门意外打开非正常排料,
b. 传感器检测到的信息,都是通过转化成电流信
行业俗称 “ 爆锅 ”。
号或着电压信号,反馈到 PLC 中,再上传到密炼机控
2.2 性能优化 制系统或者上辅机控制系统中。因此,需要确认 PLC
在传统的橡胶产品生产企业中,密炼车间中的设
中是否有足够的信号输入点来接收传感器输出的信号。
备,尤其是密炼机,它的操作使用和生产一直以劳动
c. 部分传感器的增加无法在线完成,需要将安装
强度大、工作环境恶劣、生产效率低、能耗大、用工
的零部件拆卸后加工。因此,加工后复装时,需要如 “ 单
难等而著称。为了改善这种现状,对传统密炼机进行
件更换 ” 或 “ 部件更换 ” 后一样,对一些安装后的间隙、
“ 性能优化 ”,是一个很好的解题思路。
密封等性能进行复检,保证密炼机运转性能不变。
2.2.1 需要进行 “ 性能优化 ” 的常见需求
(2)增加气控清扫功能。
一般情况,需要进行 “ 性能优化 ” 的密炼机,都
密炼机的炼胶工艺配方中一般存在大量粉料,而
是代表着该设备在某一方面或者某些方面功能,不满
密炼机的压砣为了保证上、下行顺畅,与四周加料通
足当地的法律法规,或者不满足用户现阶段的使用需
道又存在间隙,因此,当炼胶过程中压砣下压时,粉
求,或者不满足用户长远的使用规划。比较常见的需
料会通过间隙返到压砣上表面上。压砣提起后,常规
求,有以下几方面 :
的除尘系统无法将附着在压砣上表面的粉料抽除,此
(1)提高密炼机自动化程度,降低操作工人和维
时打开加料门加料或者加料门密封效果不好时,就会
年
2025 第 51 卷 ·59·