
Page 85 - 《橡塑技术与装备》2024年11期
P. 85
工艺与设备 姚文琴 等·基于埋地式高压电力电缆用氯化聚氯乙烯套管的加工工艺优化研究
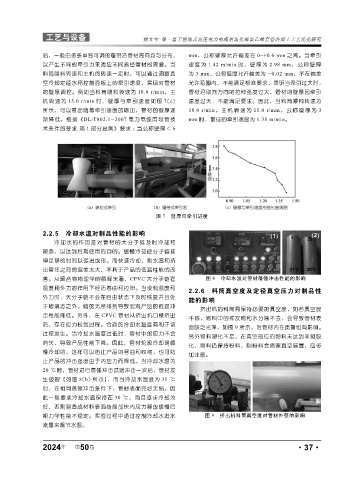
后,一般由多条单独可调的履带沿管材周向均匀分布, mm,公称壁厚允许偏差在 0~+0.6 mm 之间。当牵引
以产生不同的牵引力来适应不同直径管材的需要。当 速度为 1.42 m/min 时,壁厚为 2.98 mm,公称壁厚
料筒喂料转速和主机的转速一定时,可以通过调整真 为 3 mm,公称壁厚允许偏差为 -0.02 mm,不在偏差
空冷却定径水箱控制面板上的牵引速度,实现对管材 允许范围内,不能满足标准要求,表明当牵引过大时,
的壁厚调控。例如当料筒喂料转速为 18.0 r/min,主 管材沿取向方向的拉伸强度过大,管材的壁厚因牵引
机转速为 15.0 r/min 时,壁厚与牵引速度如图 7(c) 速度过大,不能满足要求。因此,当料筒喂料转速为
所示,可以看出随着牵引速度的增加,管材的壁厚逐 18.0 r/min, 主 机 转 速 为 15.0 r/min, 公 称 壁 厚 为 3
渐降低。根据《DL/T802.1-2007 电力电缆用导管技 mm 时,最佳的牵引速度为 1.38 m/min。
术条件的要求 第 1 部分总则》要求 :当公称壁厚< 6
图 7 壁厚与牵引进度
2.2.5 冷却水温对制品性能的影响
冷却水的作用是对管材的大分子链及时冷却和
塑造,以达到后期使用的目的。缓慢冷却使分子链延
伸足够的时间以促进成形。而快速冷却,则水温和挤
出管坯之间的温差太大,不利于产品的低温性能的改
善。从聚合物物理学的解释来看,CPVC 大分子链在 图 8 冷却水温对管材落锤冲击性能的影响
温度和外力的作用下经历卷曲和拉伸。当没有温度和
2.2.6 料筒真空度及定径真空压力对制品性
外力时,大分子链不会在自由状态下及时恢复并且处
能的影响
于玻璃态之外。链的无序排列导致宏观产品的低温冲
挤出机的料筒需保持必要的真空度,如若真空度
击性能降低。另外,在 CPVC 管材从挤出机口模挤出
不够,物料中的挥发物和水分除不去,会导致管材表
后,存在应力松弛过程。合适的冷却水温度有利于该
面缺乏光泽,如图 9 所示,对管材内在质量也有影响。
过程发生。当冷却水温度过低时,管材中的应力不会
另外物料塑化不足,在真空部位的物料未达到半凝胶
消失,导致产品性能下降。因此,管材轮廓冷却是缓
化,物料仍保持粉料,则粉料会堵塞真空装置,应多
慢冷却的,这样可以防止产品的弯曲和收缩,也可防
加注意。
止产品的冲击强度由于内应力而降低。当冷却水温为
20 ℃时,管材进行落锤冲击试验冲击一次后,管材发
生破裂【如图 8(b) 所示】,而当冷却水温度为 31 ℃
时,在相同落锤冲击条件下,管材表面完好无损。因
此一般要求冷却水温保持在 30 ℃,而且逐步冷却为
好,否则易造成材料表面结晶加快内应力释放缓慢后
期力学性能不稳定。实验过程中通过控制冷却水进水 图 9 挤出机料筒真空度对管材外壁的影响
流量来调节水温。
2024 第 50 卷 ·37·
年