
Page 84 - 《橡塑技术与装备》2024年11期
P. 84
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
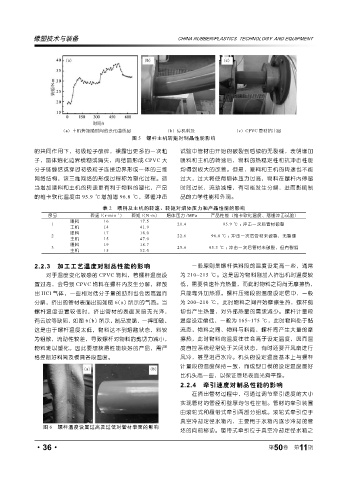
(a)主机转矩随时间的变化曲线图 (b)停机料及 (c)CPVC 管材挤出图
图 5 螺杆主机转矩对制品性能影响
的共同作用下,初级粒子破碎,裸露出更多的一次粒 试验中管材由开始的破裂到后续的无裂缝,表明增加
子,晶体熔化边界模糊或消失,再结晶形成 CPVC 大 喂料和主机的转速后,物料的热稳定性和抗冲击性能
分子链缠结或穿过初级粒子连接边界形成一体的三维 均得到极大的改善。但是,喂料和主机的转速也不能
网络结构,该三维网络的形成过程称为塑化过程。适 过大,过大将使得熔体压力过高,物料在螺杆内停留
当增加喂料和主机的转速更有利于物料的塑化,产品 时间过长,流动减慢,有可能发生分解,进而影响制
的维卡软化温度由 95.9 ℃增加增 96.8 ℃,落锤冲击 品的力学性能和外观。
表 2 喂料及主机的转速、转矩对熔体压力和产品性能的影响
. -1
序号 转速 /(r min ) 转矩 /(N·m) 熔体压力 /MPa 产品性能(维卡软化温度、落锤冲击试验)
喂料 16 17.5
1 21.4 95.9 ℃ ;冲击一次后管材破裂
主机 14 41.9
喂料 17 18.0
2 22.6 96.8 ℃ ;冲击一次后管材未破裂,无裂缝
主机 15 47.0
3 喂料 19 18.7 25.6 95.3 ℃ ;冲击一次后管材未破裂,但有裂缝
主机 15 52.0
2.2.3 加工工艺温度对制品性能的影响 一般原则是螺杆供料段的温度设定高一些,通常
对于温度变化敏感的 CPVC 物料,若螺杆温度设 为 210~215 ℃。这是因为物料刚加入挤出机时温度较
置过高,会导致 CPVC 物料在螺杆内发生分解,释放 低,需要快速补充热量,而此时物料之间尚无摩擦热,
出 HCl 气体,一些相对低分子量的助剂也会因高温而 只能靠外加热源。螺杆压缩段的温度设定居中,一般
分解,挤出的管材表面出现如图 6(a) 所示的气泡。当 为 200~210 ℃,此时物料之间开始摩擦生热,螺杆剪
螺杆温度设置较低时,挤出管材的表面灰暗无光泽, 切也产生热量,对外部热量的需求减少。螺杆计量段
有云纹等缺陷,如图 6(b) 所示,制品发脆,一摔即破, 温度设定偏低,一般为 165~175 ℃,此时物料处于黏
这是由于螺杆温度太低,物料达不到熔融状态,料较 流态,物料之间、物料与料筒、螺杆间产生大量的摩
为粗散,流动性较差,导致螺杆对物料的剪切力减小, 擦热,此时物料的温度往往会高于设定温度,因而温
物料难以塑化。因此要想获得性能较好的产品,需严 度自控系统经常处于关闭状态,有时还要开风扇进行
格控制好料筒及模具各段温度。 风冷,甚至进行水冷。机头的设定温度基本上与螺杆
计量段的温度保持一致,而成型口模的设定温度最好
比机头高一些,以保证管坯表面光滑平整。
2.2.4 牵引速度对制品性能的影响
在挤出管材过程中,可通过调节牵引速度的大小
实现管材的管径和壁厚均匀性控制。管材的牵引装置
由滚轮式和履带式牵引两部分组成。滚轮式牵引位于
真空冷却定径水箱内,主要用于水箱内逐步冷却的管
图 6 螺杆温度设置过高及过低对管材表面的影响
坯的向前移动。履带式牵引位于真空冷却定径水箱之
·36· 第 50 卷 第 11 期