
Page 70 - 《橡塑技术与装备》2024年9期
P. 70
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
在轮胎成型机缠绕冠带条过程中,分段变张力的 现复合件塌陷。在实际生产过程中,只有传递环夹持
控制需要保证左右张力区域的对称性才能符合要求, 块外支撑力时,复合件没有贴合鼓的支撑力,此时就
但是在日常生产过程中,因为控制与机械执行存在时 造成了复合件塌陷问题的发生。由于各种成型机的结
间差的情况,以及冠带条的材料稳定性等问题,导致 构设计不同,为了解决胎体复合件向内收缩的问题轮,
缠绕冠带条张力不稳定图 3。从中发现冠带缠绕过程 对胎成型机也有多种解决方式,不同方式各有优缺点。
中左右 40 N 张力分布不对称,直接造成胎体复合件左
右张力不对称从而向内收缩力的不同,进一步加速复
合件塌陷,严重影响轮胎生产品质。
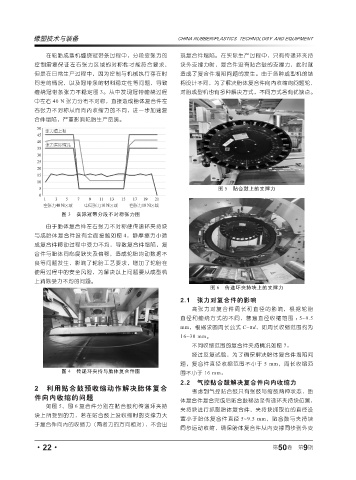
图 5 贴合鼓上的支撑力
图 3 实际冠带分段不对称张力图
由于胎体复合件左右张力不对称使传递环夹持块
与成胎体复合件没有全面接触如图 4,静摩擦力小造
成复合件移动过程中受力不均,导致复合件塌陷,复
合件与胎体同心度缺失及偏移,造成轮胎均动数据不
良等问题发生,影响了轮胎工艺要求,增加了轮胎在
使用过程中的安全风险,为解决以上问题要从成型机
上消除受力不均的问题。
图 6 传递环夹持块上的支撑力
2.1 张力对复合件的影响
高 张力 对 复 合件 周 长和 直 径 的影 响, 根 据轮 胎
直径和缠绕方式的不同,普遍直径收缩范围 : 5~9.5
mm,根据求圆周长公式 C=πd,即周长收缩范围约为
16~30 mm。
不同收缩范围的复合件夹持情况如图 7。
经过反复试验,为了确保解决胎体复合件塌陷问
题,复合件直径收缩范围不小于 5 mm,周长收缩范
图 4 传递环夹持与胎体复合件图 围不小于 16 mm。
2.2 气控贴合鼓解决复合件向内收缩力
2 利用贴合鼓预收缩动作解决胎体复合
考虑到气控贴合鼓只有张鼓与缩鼓两种状态,胎
件向内收缩的问题
体复合件复合完成后贴合鼓移动至传递环夹持块位置,
如图 5、图 6 复合件分别在贴合鼓和传递环夹持
夹持块进行抓取胎体复合件,夹持块抓取位的直径设
块上所受到的力,若在贴合鼓上没收缩时的支撑力大
置小于胎体复合件直径 5~9.5 mm,贴合鼓与夹持块
于复合件向内的收缩力(两者力的方向相对),不会出
同步运动收缩,确保胎体复合件从内支撑同步到外支
9
·22· 第 50 卷 第 期