
Page 55 - 《橡塑技术与装备》2024年7期
P. 55
综述与专论 邵长城 等·轮胎胶边改善的探索与实践
具安装不正确、硫化机操作不当等都可能造成模具装 解决措施 :
配精度低,导致轮胎胶边的产生。 (1)使用塞尺检测花纹块和下侧板配合数值。
模具不清洁 :如果轮胎模具没有得到充分的清洁 (2)使用塞尺检测花纹块间隙上、中、下调整是
和维护,模具清洗方法不合理,模具表面可能会有污 否均匀。
垢或杂质,造成分型面配合间隙精度下降,这也可能 (3)使用塞尺检测上侧板和上盖间隙是否符合标
导致轮胎胶边的产生。 准。
未定置存放 :模具存放不合理,存放模具后保护 (4)使用塞尺检测下侧板和下底座间隙是否符合
措施落实不到位,导致模具存在形变。 标准。
1.1.1 控制措施 (5)使用深度尺检测上盖和上环之间高度计算预
通过对标学习,制定模具维修操作流程 ;统计异 加载是否符合标准。
常模具明细,按照市场销售情况,制作模具维修挂图 1.1.1.3 优化砂洗参数,减少砂洗对模具损
作战管理模式进行维修。解决措施 : 伤
1.1.1.1 制定模具维修操作流程 解决措施 :
(1)去除花纹块分型面胶垢 , 保证分型面清洁。 (1)砂洗压缩空气由 0.8 MPa 降低到 0.5 MPa,
(2)使用打磨机找平花纹块平分型面,去除分型 减小风压,避免花纹块表面纹路和砂眼出现。
面高点,保证分型面水平度。 (2)改变枪头角度和距离,根据不同规格设置不
(3)使用手锤和平錾处理分型面配合间隙,使两 同参数进行砂洗,避免同一角度,长时间砂洗造成花
块花纹块分型面配合均匀。 纹块喷融。
(4)砂洗处理后的分型面位置,防止出现色差。 (3)根据模具使用次数及花纹块实际情况,减少
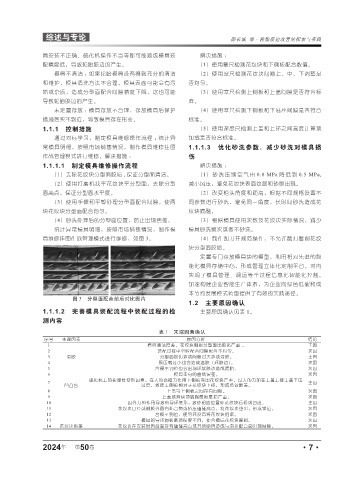
统计异常模具明细,按照市场销售情况,制作模 模具砂洗频次或者不砂洗。
具维修挂图作战管理模式进行维修,如图 3。 (4)制作刮刀并规范操作,不允许敲打錾削花纹
块分型面胶垢。
定置专门存放模具块的模型,利用相对先进的智
能化模具存储中心,形成管理立体化定制平台。对内
实现了模具管理、调运等全过程信息化智能化控制,
加速构建企业智能生产体系,为企业向绿色低碳和成
本节约发展模式转型提供了有效的实践途径。
图 3 分型面配合前后对比图片
1.2 主要原因确认
1.1.1.2 完善模具装配流程中装配过程的检 主要原因确认见表 1。
测内容
表 1 末端因素确认
序号 末端因素 原因分析 结论
1 模具清洁度差,花纹块侧板分型面出胶垢严重 。 主因
2 装配过程中型腔配合间隙配合不均匀。 次因
3 溢胶 分型面损伤造成间隙过大造成溢胶。 主因
4 预压载过小也会造成溢胶(环胶边)。 次因
5 合模不到位也会出现环缝胶边造成废胎。 次因
6 模具本身的曲线误差。 次因
7 硫化机上热板弹性变形因素,在大的合模力作用下侧板突出花纹块严重,过大的力加在上盖上使上盖下压 主因
凹凸台 过度,致使上侧板相对于花纹块下移,形成负台断差。
8 上盖与上侧板之间存有间隙。 次因
9 上盖或滑块顶端耐磨板磨损严重。 次因
10 因外力的作用导致的导环变形, 致使相应位置处花纹块后移或凹进。 主因
11 花纹块口径或侧板外圆有黏合物或挤压磕碰高点,将花纹块垫出,形成错位。 次因
12 合模不到位,使导环没有将花纹块抱紧。 次因
13 模具的导环滑板磨损程度不同,使合模后花纹块偏斜。 次因
14 花纹块断差 花纹块在安装时因背面存有磕碰高点或其他原因造成与滑块配合面出现间隙。 次因
2024 第 50 卷 ·7·
年