
Page 63 - 《橡塑技术与装备》2024年1期
P. 63
新技术与新产品 李志军·半钢子午线轮胎两段一次法成型机的研制
图 2 设备主机布置图
1.2 胎体鼓及驱动箱
胎体鼓及驱动箱 :①涨鼓平鼓贴合(一次涨缩);
②扩展缺气保用(二次涨缩);③双伺服控制 ;④胶囊
与中鼓一体化 ;⑤ Y 型密封后置 ;首先,本机型是针
对两段成型的大径贴合方式,在普通 PCR 轮胎的贴合
中,胎体鼓的中鼓及侧鼓仅一次涨缩就可以实现自动
贴合。预留的缺气保用功能可以通过更换不同的中鼓
实现,如图 3 所示,中鼓留有一定的凹槽,在贴合完
内衬层之后,再膨胀一次会使得内衬层紧贴在鼓板之 图 4 胎侧贴合鼓
上而形成凹槽,而此处可以贴合型胶,也就是支撑胶。
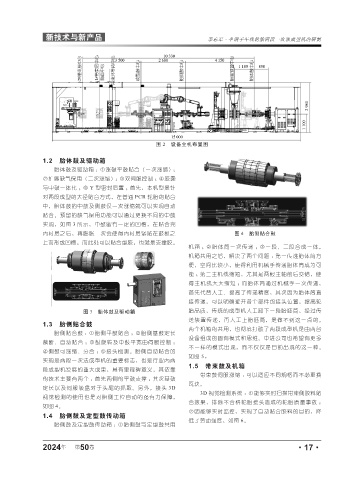
机箱 ;②胎体筒一次传递 ;③一段、二段合成一体。
机箱共用之后,解决了两个问题 :第一传递胎体筒方
便,空间比较小,使得利用机械手传递胎体筒成为可
能 ;第二主机线缩短,尤其是两根主轴前后交错,使
得主机线大大缩短 ;而胎体筒通过机械手一次传递,
首先代替人工、提高了传递精度,其次因为胎体筒直
接传递,可以明确避开各个部件的接头位置,提高轮
图 3 胎体鼓及驱动箱 胎品质,传统的成型机人工卸下一段胎胚筒,经过传
送装置传递,再人工上胎胚筒,是做不到这一点的。
1.3 胎侧贴合鼓
两个机箱的共用,也彻底打破了两段成型机是由两台
胎侧贴合鼓 :①胎侧平鼓贴合 ;②胎侧基鼓定长
设备组成的固有模式和思维。中进公司也希望有更多
裁断、自动贴合 ;③鼓旋转及中鼓平宽由伺服控制 ;
不一样的模式出现,而不仅仅是目前出现的这一种。
④侧鼓可涨缩、分合 ;⑤接头检测。胎侧自动贴合的
如图 5。
实现是两段一次法成型机的重要标志,也是行业内两
1.5 带束鼓及机箱
段成型机发展的重大成果,具有里程碑意义,其依靠
带束鼓伺服涨缩 :可以适应不同规格而不必更换
的技术主要有两个 :首先两侧的平鼓支撑 ;其次基鼓
瓦块。
定长以及伺服吸盘对于头尾的抓取。另外,接头 3D
3D 视觉检测系统 :①能够实时扫描带束侧胶料贴
视觉检测的使用也是对胎侧工位自动的强有力保障,
合效果,排除不合格轮胎接头造成的轮胎质量事故 ;
如图 4。
②因能够实时监控,实现了自动贴合胶料的目的,降
1.4 胎侧鼓及定型鼓传动箱
低了劳动强度,如图 6。
胎侧鼓及定型鼓传动箱 :①胎侧鼓与定型鼓共用
2024 第 50 卷 ·17·
年