
Page 101 - 《橡塑技术与装备》2024年5期
P. 101
材料与配方 陈同骁·超高温高压完井组块密封的研制
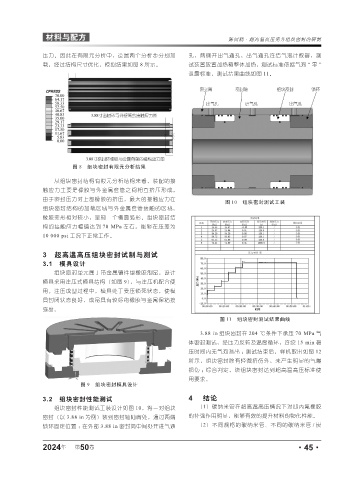
压力。因此在有限元分析中,设置两个分析步分别加 孔,两侧开出气通孔,出气通孔连结气泡计数器,测
载,经过结构尺寸优化,模拟结果如图 8 所示。 试装置放置加热箱整体加热,测试标准依据气泡 “ 零 ”
泄露标准,测试结果曲线如图 11。
图 8 组块密封有限元分析结果
从组块密封结构有限元分析结构来看,装配的接
触应力主要是橡胶与外金属套管之间相互挤压形成,
由于密封压力对上部橡胶的挤压,最大的接触应力在
图 10 组块密封测试工装
组块密封结构的加载区域与外金属套管接触的区域,
橡胶变形相对较小,呈现一个椭圆弧形。组块密封结
构的接触应力幅值达到 70 MPa 左右,能够在压差为
10 000 psi 工况下正常工作。
3 超高温高压组块密封试制与测试
3.1 模具设计
组块密封单元属于带金属镶件型橡胶制品,设计
模具采用注压式模具结构(如图 9),与注压机配合使
用。注压成型过程中,模具处于受压锁死状态,使模
具封闭状态良好,成品具有较好的橡胶与金属保粘接
强度。
图 11 组块密封测试结果曲线
3.88 in 组块密封在 204 ℃条件下承压 70 MPa 气
体密封测试,经压力反转及温度循环,连续 15 min 稳
压时间内无气泡溢出 ;测试结束后,样机取出如图 12
所示,组块密封除有轻微挤伤外,未产生明显的气爆
损伤 ;综合判定,该组块密封达到超高温高压标准使
用要求。
图 9 组块密封模具设计
3.2 组块密封性能测试 4 结论
组块密封性能测试工装设计如图 10,将一对组块 (1)碳纳米管在超高温高压情况下对四丙氟橡胶
密封(以 3.88 in 为例)装到密封轴轴肩处,通过两端 的补强作用明显,能够有效的提升材料的物化性能。
锁环固定位置 ;在外部 3.88 in 密封筒中间处开进气通 (2)不同规格的碳纳米管、不同的碳纳米管 / 炭
2024 第 50 卷 ·45·
年