
Page 92 - 《橡塑技术与装备》2026年1期
P. 92
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
打卷 5 次,取出,待用。其次,对改性 MVQ 进行制备, 另一端水解成氨基 [7] ,导致接触角减小,表面张力增
将 MVQ 放入开炼机中,包辊后分别加入改性剂,混 加。其中,加入 NBR 可明显降低 MVQ 的接触角,加
合均匀后取出。然后将 EPDM 母炼胶和改性硅橡胶进 入 ACM、EVM 和 KH-550 也可以降低 MVQ 的接触
行混合,打三角包 5 次,打卷 3 次后加入小料进行混合, 角,但降低幅度没有加入 NBR 的大。
最后加入硫化剂,混合均匀后取出,停放 16 h 后在平
板硫化机上硫化,硫化条件为 170 ℃ ×10 MPa×t 90 。
1.4 分析与测试
1.4.1 相容性表征
在利用 Owens 二液法计算硫化胶的表面张力 [4]
的基础上 ( 选用水和 α- 溴萘两种测试液), 并依据文
献 [5] 计算共混硫化胶的相界面厚度以此对相容性进行
表征,共混胶相界面厚度越大,说明相容性越好。
1.4.2 力学性能
拉伸性能采用台湾高铁有限公司生产的 I-7000S
型号的电子拉力试验机按照 GB/T 528—2008 进行测
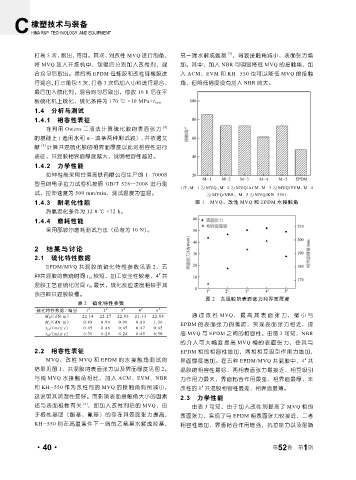
(注: M-1 为 MVQ, M-2 为 MVQ/ACM, M-3 为 MVQ/EVM, M-4
试,拉伸速度为 500 mm/min,测试温度为室温。 为 MVQ/NBR,M-5 为 MVQ/KH-550)
1.4.3 耐老化性能 图 1 MVQ、改性 MVQ 和 EPDM 水接触角
热氧老化条件为 12 0 ℃ ×72 h。
1.4.4 磨耗性能
采用邵坡尔磨耗测试方法(负荷为 10 N)。
2 结果与讨论
2.1 硫化特性数据
EPDM/MVQ 共混胶的硫化特性参数见表 2,五
#
种共混胶的焦烧时间 t 10 较短,加工安全性较差,4 共
混胶工艺正硫化时间 t 90 最长,硫化反应速度相较于其
余四种共混胶较慢。
图 2 共混胶的表面张力和界面厚度
表 2 硫化特性参数
硫化特性数据 / 编号 1 # 2 # 3 # 4 # 5 #
M H /(dN·m) 22.14 22.27 22.83 21.33 22.88 通过改性 MVQ,提高其表面张力,缩小与
M L /(dN·m) 0.88 0.94 0.96 0.89 1.36 EPDM 的表面张力的差距,实现表面张力相近,提
t 10 /(min:s) 0:45 0:46 0:45 0:47 0:45
t 90 /(min:s) 6:30 6:29 6:24 8:45 6:50 高 MVQ 与 EPDM 之间的相容性。由图 2 可知,NBR
的介 入可大 幅度提 高 MVQ 相的 表面张 力,使 其与
2.2 相容性表征 EPDM 相的相容性增加,两相相互吸引作用力增加,
#
MVQ、改性 MVQ 和 EPDM 的水接触角测试的 界面厚度增加。在五种 EPDM/MVQ 共混胶中,4 共
结果见图 1,共混胶的表面张力以及界面厚度见图 2。 混胶的相容性最好,两相表面张力最接近,相互吸引
与纯 MVQ 水接触角相比,加入 ACM、EVM、NBR 力作用力最大,界面粘合作用最强,相界面最厚,未
#
和 KH-550 作为改性剂的 MVQ 的接触角有所减小, 改性的 1 共混胶相容性最差,相界面最薄。
这说明其润湿性变好。而影响表面接触角大小的因素 2.3 力学性能
还与表面极性有关 [6] ,即加入改性剂后的 MVQ,由 由表 3 可知,由于加入改性剂提高了 MVQ 相的
于极性基团(酯基、氰基)的存在其表面张力提高, 表面张力,实现了与 EPDM 相表面张力较接近,二者
KH-550 则在高温条件下一端的乙氧基水解成羟基, 相容性增加,界面粘合作用增强,抗拉能力以及耐撕
1
·40· 第 52 卷 第 期