
Page 51 - 《橡塑技术与装备》2025年12期
P. 51
综述与专论
SPECIAL AND COMPREHENSIVE REVIEW
大型挤压造粒机组机筒的“以镗代磨”
制造优化项目浅析
于颖,岳广礼
( 大连橡胶塑料机械有限公司,辽宁 大连 116036)
摘要 : 随着制造业的快速发展,对加工效率和加工质量的要求日益提高。大型挤压造粒机组的机筒传统的磨削加工方法虽然
精度高,但双孔直线度和平行度时常超差,加工周期长、成本高。为了克服这些难题,我们公司在实践中探索出了一种新的加工
方法——自制刀具以镗代磨加工。“以镗代磨”制造优化项目,显著提高机筒的表面质量和尺寸精度,减少因加工误差导致的产
品不合格率,能够确保挤压造粒过程中的稳定性和一致性,从而提高产品的整体质量。填补了公司加工技术空白,取得了良好的
效果及收益。
关键词 : 数控刀片 ;以镗代磨 ;机筒 ;优化
中图分类号 : TQ330.44 文章编号 : 1009-797X(2025)12-0005-15
文献标识码 : B DOI:10.13520/j.cnki.rpte.2025.12.002
乙烯工业是我国国民经济的支柱产业,乙烯规模
和装备能力是衡量国家石化水平的重要标志,混炼挤
压造粒机组主要应用在乙烯流程中的核心装备,国际
上只有德、日三家公司掌握了该类机组的核心技术。
我国长期依赖进口(累计引进达 260 余台套,花费上
百亿)技术被封锁,市场被垄断、价格被操控。严重
制约我国石化行业健康快速发展,危及国家能源与经
济安全。挤压造粒机组研制的成功,填补了国内空白,
打破了国外对我国的技术封锁与垄断,解决了大型石
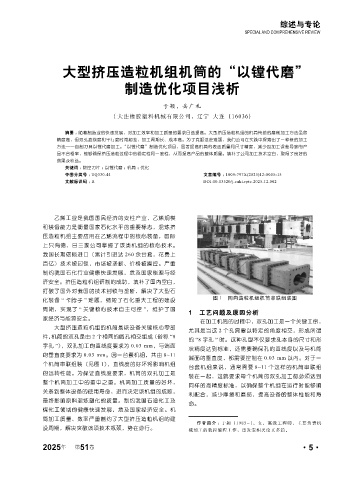
化装备 “ 卡脖子 ” 难题,缩短了石化重大工程的建设 图 1 同向造粒机组机筒串联组装图
周期,实现了 “ 关键核心技术自主可控 ”,维护了国
1 工艺问题及原因分析
家经济与能源安全。
在加工机筒的过程中,双孔加工是一个关键工序,
大型挤压造粒机组的机筒是该设备关键核心零部
尤其是当这 2 个孔需要以特定的角度相交,形成所谓
件,机筒的双孔是由 2 个相同的圆孔相交组成(俗称 “8
的 “8 字孔 ” 时。这种孔型不仅要求孔本身的尺寸和形
字孔 ”),双孔加工的直线度要求为 0.03 mm,与端面
状精度达到标准,还需要确保孔的直线度以及与机筒
的垂直度要求为 0.03 mm。因一台套机组,共由 8~11
端面的垂直度,都需要控制在 0.03 mm 以内。对于一
个机筒串联组装(见图 1),直线度的好坏将影响机组
台套机组来说,通常需要 8~11 个这样的机筒串联组
的运转性能。为保证直线度要求,机筒的双孔加工是
装在一起,这就要求每个机筒的双孔加工都必须达到
整个机筒加工中的重中之重。机筒加工质量的好坏,
同样的高精度标准,以确保整个机组在运行时能够顺
关系到整体设备的使用寿命,进而决定该机组的成败,
利配合,减少摩擦和磨损,提高设备的整体性能和寿
最终影响原料混炼塑化的质量。制约我国石油化工及
命。
煤化工领域的健康快速发展,危及国家经济安全。机
筒加工质量、效率严重制约了大型挤压造粒机组的建
作者简介 :于颖(1985-),女,高级工程师,主要负责机
设周期,解决突破该项技术瓶颈,势在必行。 械加工的数控编程工作,曾发表相关论文多篇。
2025 第 51 卷 ·5·
年