
Page 48 - 《橡塑技术与装备》2025年12期
P. 48
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
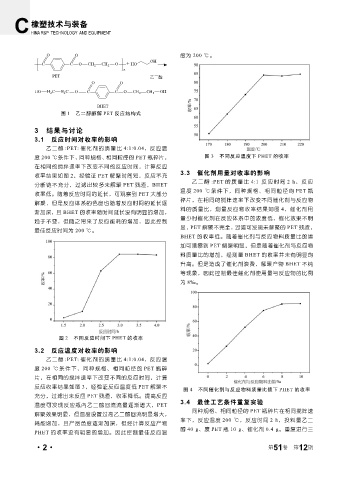
O O 度为 200 ℃。
C C O CH 2 CH 2 O + HO OH
n
PET 乙二醇
O O
HO H 2 C H 2 C O C C O CH 2 CH 2 OH
BHET
图 1 乙二醇醇解 PET 反应结构式
3 结果与讨论
3.1 反应时间对收率的影响
乙二醇 :PET: 催化剂的质量比 4:1:0.04, 反应温
度 200 ℃条件下,同种规格、相同粒径的 PET 瓶碎片, 图 3 不同反应温度下 PHET 的收率
在相同的搅拌速率下改变不同的反应时间,计算反应
3.3 催化剂用量对收率的影响
收率结果如图 2,经验证 PET 解聚时间短,反应不充
分断链不充分,过滤出较多未解聚 PET 残渣,BHET 乙二醇 :PET 的质量比 4:1 反应时间 2 h、反应
温度 200 ℃条件下,同种规格、相同粒径的 PET 瓶
收率低。随着反应时间的延长,可观察到 PET 大部分
碎片,在相同的搅拌速率下改变不同催化剂与反应物
解聚,但是反应体系的色度也随着反应时间的延长逐
料的质量比,测量反应物收率结果如图 4,催化剂用
渐加深,且 BHET 的收率随时间延长没有明显的增加,
量少时催化剂在反应体系中的浓度低,催化效果不明
趋于不变,但随之带来了反应能耗的增加,因此控制
显,PET 解聚不完全,过滤可发现未解聚的 PET 残渣,
最佳反应时间为 200 ℃。
BHET 的收率低。随着催化剂与反应物料质量比的增
加可观察到 PET 解聚明显,但是随着催化剂与反应物
料质量比的增加,经测量 BHET 的收率并未有明显的
升高。但是造成了催化剂浪费,解聚产物 BHET 不纯
等现象,因此控制最佳催化剂使用量与反应物的比例
为 8‰。
图 2 不同反应时间下 PHET 的收率
3.2 反应温度对收率的影响
乙二醇 :PET: 催化剂的质量比 4:1:0.04, 反应温
度 200 ℃条件下,同种规格、相同粒径的 PET 瓶碎
片,在相同的搅拌速率下改变不同的反应时间,计算
反应收率结果如图 3,经验证反应温度低 PET 解聚不
图 4 不同催化剂与反应物料质量比值下 PHET 的收率
充分,过滤出未反应 PET 残渣,收率降低。提高反应
温度可发现反应瓶内乙二醇回流流量逐渐增大,PET 3.4 最佳工艺条件重复实验
同种规格、相同粒径的 PET 瓶碎片在相同搅拌速
解聚效果明显,但温度设置过高乙二醇回流明显增大,
率下,反应温度 200 ℃,反应时间 2 h,投料量乙二
耗能增加,且产品色度逐渐加深,但经计算反应产物
醇 40 g、废 PET 瓶 10 g、催化剂 0.4 g。重复进行三
PHET 的收率没有明显的增加。因此控制最佳反应温
·2· 第 51 卷 第 12 期