
Page 94 - 《橡塑技术与装备》2025年6期
P. 94
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
实验数据处理与分析本次实验对三组不同长径比
的口模分别做了物料在 80 ℃、85 ℃、90 ℃下的实验,
获得了物料温度、液油温度、料管压力、物料挤出速
度等数据经过处理得到了物料的剪切应力、剪切速率、
剪切黏度等数值,具体见下表 1 所示。
表 1 实验数据
长径比(L/D) 10/1.5 15/2 30/2
物料温 T/℃ 80 85 90 80 85 90 80 85 90
口模压 50 40 26 38.25 33.75 23.06 48.93 39.94 36
△ P(MPa)
物料挤出速 5 4.6 4.52 5.8 6 5 5.724 4.11 4.8
.
-1
度 v(m s )
通过长径为 15/2 的模型进行多组仿真后获得一个
理论零切黏度值,将该值带入另外两个模型中验证,
发现在该数值下输出的参数与实际有差距,再通过 “ 调
试法 ” 对另外两个模型继续研究分析,最后得到中的
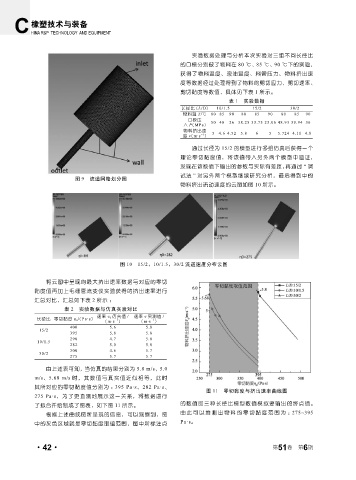
图 9 流道网格划分图
物料挤出流动速度的云图如图 10 所示。
图 10 15/2、10/1.5、30/2 流道速度分布云图
将云图中呈现的最大挤出速率数据与对应的零切
黏度值再加上毛细管流变仪实验获得的挤出速率进行
汇总对比,汇总如下表 2 所示 :
表 2 实验数据与仿真实验对比
速率 v 0 仿真值 / 速率 v 实测值 /
长径比 零切黏度 η 0 /(Pa·s) . -1 . -1
(m s ) (m s )
400 5.6 5.8
15/2
395 5.8 5.8
290 4.7 5.0
10/1.5
282 5.0 5.0
300 4.6 5.7
30/2
275 5.7 5.7
由上述表可知,当仿真的结果分别为 5.8 m/s、5.0
m/s、5.68 m/s 时,其数值与真实值近似相等,此时
其所对应的零切黏度值分别为 : 395 Pa·s、282 Pa·s、
图 11 零切黏度与挤出速率曲线图
275 Pa·s,为了更直观地展示这一关系,将数据进行
了拟合并绘制成了图表,如下图 11 所示。 的数值即三种长径比模型数值模拟要输出的终点值。
由此可以推测出物料的零切黏度范围为 : 275~395
根据上述曲线图所呈现的信息,可以观察到,图
中的灰色区域就是零切黏度取值范围,图中所标注点 Pa·s。
6
·42· 第 51 卷 第 期