
Page 54 - 《橡塑技术与装备》2025年6期
P. 54
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
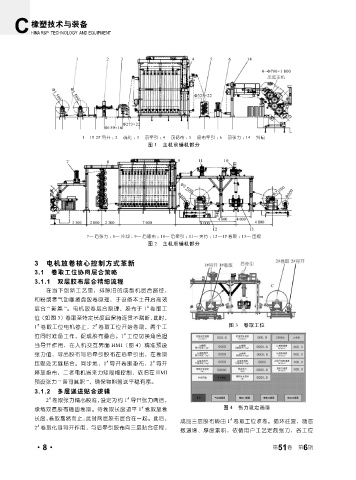
1—1# 2# 导开 ; 2— 硫化 ; 3— 前牵引 ; 4— 前储布 ; 5— 储布牵引 ; 6— 前张力 ; 14— 纠偏
图 1 主机前辅机部分
7— 后张力 ; 8— 冷却 ; 9— 后储布 ; 10— 后牵引 ; 11— 夹持 ; 12—1# 卷取 ; 13— 压辊
图 2 主机后辅机部分
3 电机放卷核心控制方式革新
3.1 卷取工位协同层合策略
3.1.1 双层胶布层合精细流程
在当下创新工艺里,排除旧的成型机层合路径,
和粉或者气动摩擦盘放卷原理,于设备本土开启高效
#
层合 “ 新篇 ”。电机放卷层合原理,胶布于 1 卷取工
位(如图 3)卷取至特定长度且保持连贯不裁断,此时,
#
#
1 卷取工位电机停止,2 卷取工位开始卷取,两个工 图 3 卷取工位
#
位同时准备工作,促成胶布叠合。1 工位切换角色担
当导开作用,在人机交互界面 HMI(图 4)精准预设
张力值,导出胶布与后牵引胶布在后牵引出,在卷取
#
#
压辊处无缝贴合。同步地,1 导开卷取垫布、2 导开
释放垫布,二者电机皆采力矩限幅控制,依旧在 HMI
预设张力 “ 各司其职 ”,确保物料输送平稳有序。
3.1.2 多层递进贴合逻辑
#
#
2 卷取张力精心校准,设定为约 1 导开张力两倍,
#
承载双层胶布稳固卷取。待卷取长度追平 1 卷取放卷 图 4 张力设定画面
长度,卷取戛然而止,此时两层胶布层合在一起。此后, #
成品三层胶布转由 1 卷取工位收卷。循环往复,随层
#
2 卷取化身导开作用,与后牵引胶布向三层贴合征程,
数递增、厚度累积,依循用户工艺定制张力,各工位
6
·8· 第 51 卷 第 期