
Page 85 - 《橡塑技术与装备》2024年1期
P. 85
工艺与设备 王芳 等·多胎面自适应控制技术在全钢载重子午线轮胎上的应用
(4)一台成型机生产多个胎面,胎面宽度不同, 冠 1、压胎冠 2、压胎冠 3 、压胎冠 4 等多个胎面滚
员工通过调整胎面供料架上手轮来调整胎面定中,手 压配方,我们可根据不同胎面花纹设计不同的胎面滚
动频繁操作,工作量大 ;手动调整精度差,造成胎面 压参数。这些编辑好的多胎面滚压参数上传到带束层
偏歪和胎面拉伸不均匀,影响产品性能。 鼓 HMI 中,在带束层鼓上位机界面 “ 胎面花纹选择 ”
基于以上问题,本工作主要通过在三鼓成型机上 可选择不同的花纹或滚压参数自动下传 ;其次细化胎
开发一种多胎面自适应控制技术以解决上述出现的问 侧、三角胶滚压步序,可实现分阶段、分位置进行滚
题。 压胎侧和三角胶、胎圈部位(见表 1);最后在胎面供
料架上安装测距开关,当检测到不同胎面的胎肩宽度
2 多胎面自适应控制技术 差异> 10 mm 时,在带束层鼓上位机上提示需要操作
多胎面自适应控制技术是集多胎面滚压程序、胎 工切换相应胎面花纹的压胎冠参数。为了更好地提升
#
面自定中、独立压力区间分布的胎面千层片压辊、胎 胎面滚压质量,将胎面组合压辊 2 辊由手调丝杠左右
面长度自动测量并控制和为一体的多功能技术。 移动改成伺服电机控制,滚压压力由手动控制改成电
2.1 多胎面滚压配方 控,移动位置和滚压压力通过上位机参数设置自动进
#
传统的三鼓成型机生产多个胎面,胎面之间的尺 行调节。2 压辊的滚压配方嵌入到每一个多胎面滚压
寸、长度差异较大,但却共用一套滚压配方,容易造 配方中,根据不同的胎面厚度和宽度设计胎面滚压参
成胎肩泡、脱层等缺陷。为了适应多种胎面的变化, 数,更好地适应产品设计,提高胎面滚压质量,防止
我们首先在胎体鼓的上位机 “ 配方编辑 ” 中增加压胎 脱层缺陷。
表 1 胎侧、三角胶细化滚压步序
3#
滚压步序 压辊
.
进退位置 /mm 进退速度 /mm s -1 滚压压力 /MPa 停顿时间 /S
等待位 0
三角胶滚压参 起始位 根据部件实际尺寸位 0
三角胶端点位 1 根据滚压质量来调整 根据滚压质量来调整 0
数 三角胶端点位 2 置设定 0
三角胶端点位 3 0
等待位
起始位
子口根部位置
子口端点位置
帘布端点位置
帘布端点位置 根据部件实际尺寸位 根据产品特性及实际滚压
胎侧滚压参数 根据滚压质量来调整 根据滚压质量来调整
帘布端点位置 置设 定 质量来调整停顿时间
三角胶端点位置 1
三角胶端点位置 2
垫胶端点位置
胎面端点位置
胎肩端点位置
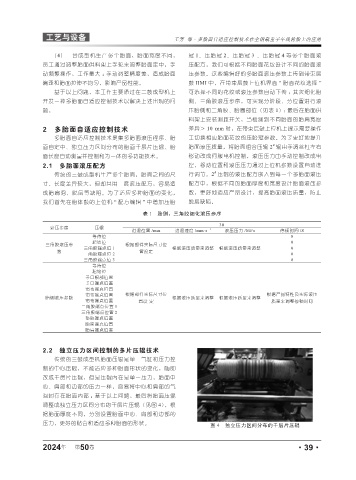
2.2 独立压力区间控制的多片压辊技术
传统的三鼓成型机胎面压辊是单一气缸和压力控
制的中心压辊,不能适应多种胎面形状的变化,随即
改成千层片压辊,但是压辊内在是单一压力,胎面中
心、肩部和边部的压力一样,容易将中心和肩部的气
泡封存在胎面内部 ;基于以上问题,最后将胎面压辊
调整成独立压力区间分布的千层片压辊(见图 4),根
据胎面厚度不同,分别设置胎面中心、肩部和边部的
压力,更好的贴合和适应多种胎面的形状。
图 4 独立压力区间分布的千层片压辊
年
2024 第 50 卷 ·39·