
Page 84 - 《橡塑技术与装备》2024年1期
P. 84
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
多胎面自适应控制技术在全钢载重
子午线轮胎上的应用
王芳,闫小记,姜利磊,王军波,申勇
( 风神轮胎股份有限公司,河南 焦作 454003)
摘要 : 本文主要介绍一种三鼓成型机多胎面自适应控制技术在全钢载重子午线轮胎上的应用。多胎面自适应控制技术是三鼓
成型机集—多胎面滚压配方、胎面千层片压辊、胎面自动测长和胎面自定中四个核心技术为一体的控制技术,其目的是为了提高
胎面滚压质量、降低脱层缺陷,解决一台成型机生产多个胎面(胎面的肩宽、厚度差异比较大)的棘手问题。
关键词 : 多胎面滚压配方 ;多片压辊 ;胎面自定中
中图分类号 : TQ330.46 文章编号 : 1009-797X(2024)01-0038-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2024.01.008
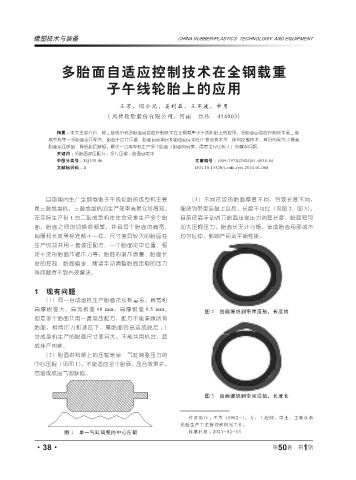
目前国内生产全钢载重子午线轮胎的成型机主要 (3)不同花纹的胎面厚度不同,导致长度不同,
是三鼓成型机,三鼓成型机的生产效率高是众所周知, 缠绕到带束层鼓上以后,长度不可控(见图 2、图 3),
在实际生产时 1 台三鼓成型机往往会安排生产多个胎 目前依靠手动调节胎面压辊压力调整长度,胎面短可
面,胎面之间的切换很频繁,并且每个胎面的肩宽、 加大压辊压力,胎面长无计可施,造成胎面局部或不
肩厚和长度等标准都不一样,尺寸差异较大的胎面在 均匀拉伸,影响产品动平衡性能。
生产时却共用一套滚压配方、一个胎面定中位置、恒
定不变的胎面压辊压力等,胎胚的滚压质量、胎面长
度的控制、胎面偏歪、频繁手动调整胎面压辊的压力
等问题得不到有效解决。
1 现有问题
(1)同一台成型机生产胎面花纹数量多,肩宽和
肩厚极差大,肩宽极差 40 mm,肩厚极差 9.5 mm。
图 2 胎面缠绕到带束层鼓,长度短
但是多个胎面共用一套滚压配方,配方不能兼顾所有
胎面,相同压力和速度下,厚胎面容易造成脱层 ; 1
台成型机生产的胎面尺寸差异大,不能共用机台,造
成排产困难。
(2)胎面供料架上的压辊是单一气缸调整压力的
中心压辊(见图 1),不能适应多个胎面,压合效果差,
易造成成品气泡缺陷。
图 3 胎面缠绕到带束层鼓,长度长
作者简介 :王芳(1982-),女,工程师,学士,主要从事
轮胎生产工艺管理和研究工作。
图 1 单一气缸调整的中心压辊 收稿日期 :2023-02-13
1
·38· 第 50 卷 第 期