
Page 78 - 《橡塑技术与装备》2024年1期
P. 78
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
要人工在上位机电脑画面中设定的参数,如图 3 所示。
常规的称量控制方法,存在如下的问题 :
(1)快称直接变为慢称,导致容易出现称量超差
现象。
(2)每种物料设定的提前量值,当日罐内物料状
态不同、配方称量误差要求不同时,需要经常人工调
整提前量。
(3)提前量值的自动调整效果不理想,极易超差。
(4)频繁点动称量容易导致称量超时、超差。
(5)参数设置专业性较高,不利于普通用户理解,
使用。
2 炭黑及粉料智能称量控制工艺
炭黑及粉料智能称量控制工艺,可以参考图 4,
炭黑及粉料智能称量控制工艺图所示。
炭黑及粉料智能称量控制工艺动作,较常规称量,
增加了一级慢称作为快称的缓冲,避免冲料现象。系
统称量动作主要分高速称量,低速 1 称量,低速 2 称量,
新的予关门,物料补足等几个动作。
系统在称量过程中,会自动计算低速 1 和低速 2
称量阶段的称量下料速度,在低速 2 阶段,智能估算
螺旋电机停止后 1 s 时间内,称量系统在惯性作用下
落到秤斗内的物料重量,并据此 1 s 落料估算值控制
螺旋电机何时停止低速 2 称量。这是本智能称量控制
工艺的重点及核心。
低速 2 称量动作结束后,经过 1 s 的惯性落料,
系统判断此时的称量物料重量是否达到称量误差允许
的范围之内,如果未达到称量范围的下限值,则启动
物料补足动作,以图 7 所示变频低速 2 所设定的频率,
低速称量物料到称量下限值。
新的炭黑及粉料称量控制方法的流程图,可以参
考图 5,炭黑及粉料智能称量控制流程图。
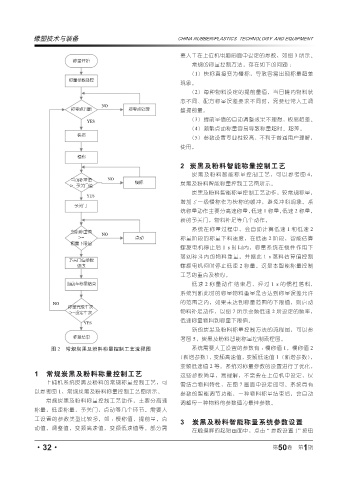
图 2 常规炭黑及粉料称量控制工艺流程图 系统需要人工设置的参数有 :慢称值 1,慢称值 2
(新增参数),变频高速值,变频低速值 1(新增参数),
变频低速值 2 等。系统对称量参数的设置进行了优化,
1 常规炭黑及粉料称量控制工艺 这些参数简单,易理解,不需要在上位机中设定,仅
上辅机系统炭黑及粉料的常规称量控制工艺,可 需结合物料特性,在图 7 画面中设定即可。系统具有
以参考图 1,常规炭黑及粉料称量控制工艺图所示。
参数的智能调节功能,一种物料称量结束后,会自动
常规炭黑及粉料称量控制工艺动作,主要分高速
调整每一种物料的参数值为最佳参数。
称量,低速称量,予关门,点动等几个环节。需要人
工设置的参数类型比较多,如 :慢称值,提前量,点
3 炭黑及粉料智能称量系统参数设置
动值,调整值,变频高速值,变频低速值等。部分需
在触摸屏的起始画面中,点击 “ 参数设置 1” 按钮
1
·32· 第 50 卷 第 期