
Page 115 - 《橡塑技术与装备》2024年6期
P. 115
加工制造与过程控制 曹耀辉 等·基于 UG NX 软件往复铣削不抬刀的程序研究
图 5 70% 步距的刀轨编辑后
两条平形的边,如图 6 所示。
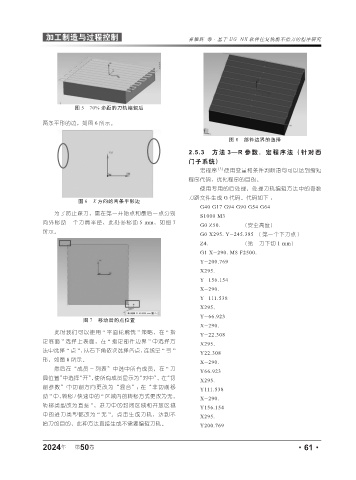
图 8 部件边界的选择
2.5.3 方 法 3—R 参 数, 宏 程 序 法( 针 对 西
门子系统)
宏程序 [3] 使用变量和条件判断语句可以达到缩短
程序代码,优化程序的目的。
使用专用的后处理,处理刀轨编辑方法中的奇数
刀路文件生成 G 代码。代码如下 :
图 6 X 方向的两条平形边
G40 G17 G94 G90 G54 G64
为了防止踩刀,需在第一开始点和最后一点分别
S1000 M3
向外移动一个刀具半径,此处多移动 5 mm,如图 7
G0 Z50. (安全高度)
所示。
G0 X295. Y-245.385 ( 第一个下刀点 )
Z4. (第一刀下切 1 mm)
G1 X-290. M8 F2500.
Y-200.769
X295.
Y-156.154
X-290.
Y-111.538
X295.
Y-66.923
图 7 移动后的点位置
X-290.
此时我们可以使用 “ 平面轮廓铣 ” 策略,在 “ 指 Y-22.308
定底面 ” 选择上表面,在 “ 指定部件边界 ” 中选择方
X295.
法中选择 “ 点 ”,从右下角依次选择各点,连线呈 “ 弓 ” Y22.308
形,如图 8 所示。 X-290.
然后在“成员 - 列表”中选中所有成员,在 “ 刀
Y66.923
具位置”中选择“开”,使所有成员显示为“对中”。在“切 X295.
削参数”中切削方向更改为“混合”;在“非切削移 Y111.538
动 ” 中,转移 / 快速中的 “ 区域内的转移方式更改为无, X-290.
转移类型改为直接 ”,进刀中的封闭区域和开放区域 Y156.154
中的进刀类型都改为 “ 无 ”。点击生成刀轨,达到不 X295.
抬刀的目的,此种方法直接生成不需要编辑刀轨。 Y200.769
年
2024 第 50 卷 ·61·