
Page 128 - 《橡塑技术与装备》2024年11期
P. 128
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
反应的程度有很大影响,因此会影响二氧化硅的絮凝
以及成品胶料的机械和黏弹性特性。
按照表 1 中列出的模型配方,使用一系列添加
剂加入高硅轮胎胎面胶料,以研究在硅烷化温度升高
时对工艺稳定性的影响。在常温硅烷化(150 ℃)或
高温硅烷化(170 ℃)条件下,对三种不同添加量的
SureMixS6 进行了测试。在没有添加剂的情况下,这
种标准的四工序 100 份硅橡胶胶料很难混炼,而且加
工大多数在高温下硅烷化的胶料都很困难。硅烷化温
度为 150 ℃、不含任何添加剂的对照组(对照组)从
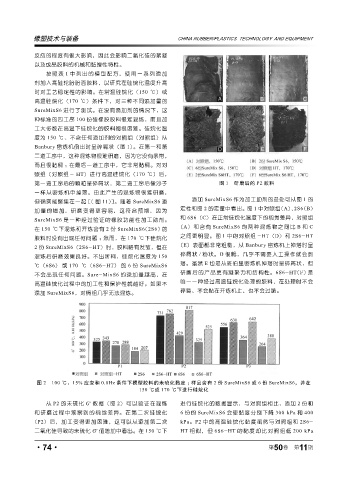
Banbury 密炼机倒出时呈碎屑状(图 1)。在第一和第
二道工序中,这种混炼物很难研磨,因为它没有条带,
而且很黏稠 ;在最后一道工序中,它非常黏稠。对对
照组(对照组- HT)进行高温硅烷化(170 ℃)后,
第一道工序后的颗粒呈碎屑状,第二道工序后像沙子 图 1 研磨后的 P2 胶料
一样从密炼机中掉落。由此产生的混炼物很难研磨,
添加 SureMixS6 作为加工助剂的益处可从图 1 的
但确实能聚集在一起 [( 图 11)]。随着 SureMixS6 添
定性和图 2 的定量中看出。图 1 中对照组(A)、 2S6 (B)
加量的增加,研磨变得更容易,这符合预期,因为
SureMixS6 是一种经过验证的橡胶功能性加工助剂。 和 6S6(C)在正常硅烷化温度下的视觉差异,对照组
(A) 和 含 有 SureMixS6 的 两 种 混 炼 物 之 间 比 B 和 C
在 150 ℃下混炼和开炼含有 2 份 SureMixS6(2S6)的
之间更明显。图 1 中的对照组 -HT(D)和 2S6-HT
胶料时没有出现任何问题 ;然而,在 170 ℃下硅烷化
2 份 SureMixS6(2S6-HT)时,胶料略有发皱,但在 (E)表面都非常粗糙,从 Banbury 密炼机上掉落时呈
混炼后研磨效果良好。不出所料,硅烷化温度为 150 碎屑状 / 粉状。D 很脆,几乎不需要人工操作就会剥
℃(6S6)或 170 ℃(6S6-HT)的 6 份 SureMixS6 落。虽然 E 也是从班伯里密炼机掉落时呈碎屑状,但
研磨后的产品更有凝聚力和结构性。6S6-HT(F)是
不会出现任何问题。Sure-MixS6 的添加量越高,在
高温硅烷化过程中的加工性和保护性就越好。如果不 唯一一种经过高温硅烷化处理的胶料,在处理时不会
碎裂、不会黏在开炼机上,也不会过脆。
添加 SureMixS6,对照组几乎无法混炼。
图 2 100 ℃、15% 应变和 0.8Hz 条件下模型胶料的未硫化黏度 ;样品含有 2 份 SureMixS6 或 6 份 SureMixS6,并在
150 ℃或 170 ℃下进行硅烷化
从 P2 的未硫化 G' 数据(图 2)可以验证在混炼 进行硅烷化的数据显示,与对照组相比,添加 2 份和
和研磨过程中观察到的视觉差异。在第二次硅烷化 6 份的 SureMixS6 会使黏度分别下降 300 kPa 和 400
(P2)后,加工变得更加困难,这可以从添加第二次 kPa。P2 中的高温硅烷化黏度虽然与对照组和 2S6-
二氧化硅导致的未硫化 G' 值增加中看出。在 150 ℃下 HT 相似,但 6S6-HT 的黏度却比对照组低 200 kPa
·74· 第 50 卷 第 11 期