
Page 50 - 《橡塑技术与装备》2024年10期
P. 50
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
2 白酒塑胶包装标准化的目的与意义 等等,但以最简单的通用式包装结构来看,基本的包
包装标准化设计是根据一系列规范和标准来设计 装结构形式大概可分为盒体、底座、底板、标牌、吸
产品包装的过程。在碳达峰、碳中和大趋势下,绿色 塑、卡扣等六个部件,需要理清这几个部件之间的逻
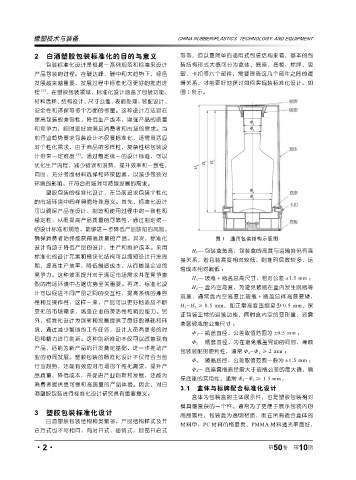
发展越来越重要,发展过程中标准化可更好的推进进 辑关系,才能更好地探讨如何实现装标准化设计。如
程 [3] ,在塑胶包装领域,标准化设计涵盖了包装功能、 图 1 所示。
材料选择、结构设计、尺寸公差、表面处理、装配设计、
安全性和环保等多个方面的考量。这种设计方法旨在
提高包装的兼容性,降低生产成本,增强产品的质量
和竞争力,同时更好地满足消费者和市场的需求。当
前行业趋势要求包装设计不仅要标准化,还需灵活应
对个性化需求,由于商品的多样性,复杂性给包装设
计带来一定难度 [4] ,通过制定统一的设计标准,可以
优化生产流程,减少错误和浪费,提升效率和一致性,
同时,充分考虑材料选择和环保因素,以减少包装对
环境的影响,并符合市场对可持续发展的需求。
塑胶包装的标准化设计,在当前追求包装个性化
的市场环境中同样具有特殊意义。首先,标准化设计
可以确保产品在设计、制造和使用过程中的一致性和
稳定性,从而提高产品质量的可靠性,通过制定统一
的设计标准和规范,能够进一步降低产品缺陷的风险,
确保消费者始终能获得高质量的产品。其次,标准化 图 1 通用包装结构示意图
设计有助于降低产品的设计、生产和维护成本。采用
H 1 — 包装盒总高,包装盒的高度与运输堆码有直
标准化的设计元素和模块化结构可以缩短设计开发周
接关系,若包装高度相对较低,则堆码层数较多,运
期,提高生产效率,降低制造成本,从而增强企业的
输成本相对偏低 ;
竞争力。这种效率提升对于满足市场需求并在竞争激
H 3 — 玻瓶 + 瓶盖总高尺寸,相对公差 ±1.5 mm ;
烈的市场环境中占据优势至关重要。再次,标准化设
H 2 — 盒内空高度,为避免玻瓶在盒内发生跳瓶等
计可以促进不同产品之间的交互性,提高系统的兼容
现象,通常盒内空高度比玻瓶 + 瓶盖总体高度要矮,
性和互操作性,这样一来,产品可以更好地适应不断
H 3 -H 2 ≥ 0.5 mm,即正常高度压缩至少 0.5 mm,保
变化的市场需求,增强企业的灵活性和响应能力。另
证包装正常的运输功能,同时盒内空的变形量,还需
外,标准化设计为创新和发展提供了良好的基础和环
兼顾玻瓶的公差尺寸 ;
境,通过减少繁琐的工作任务,设计人员有更多的时
Φ 1 — 瓶盖直径,公差取值范围为 ±0.5 mm ;
间和精力进行创新。这种创新推动不仅可以改善现有
Φ 2 — 瓶套直径,为在避免瓶盖晃动的同时,兼顾
产品,还能为新产品的开发奠定基础,进一步推动产
包装装配的便利性,通常 Φ 2 -Φ 1 ≥ 2 mm ;
业的协同发展。塑胶包装的标准化设计不仅符合当前
Φ 3 — 玻瓶底径,公差取值范围一般为 ±1.5 mm ;
行业趋势,还能有效应对市场的个性化需求,提升产
Φ 4 — 底座套瓶直径需大于玻瓶公差的最大值,确
品质量、降低成本,并促进产业创新和发展,还能为
保底座的实用性,通常 Φ 4 -Φ 3 ≥ 1.5 mm。
消费者提供更可靠和高质量的产品体验。因此,对白
3.1 盒体与标牌配合标准化设计
酒塑胶包装进行标准化设计研究具有重要意义。
盒体为包装盒的主体展示件,也是塑胶包装相对
模具最复杂的一个件。通常为了更便于展示包装内的
3 塑胶包装标准化设计 商品属性,包装盒为透明材质,而在所有适合盒体的
白酒塑胶包装结构种类繁多,产品结构样式及开
材料中,PC 材料价格最贵,PMMA 材料透光率最好,
启方式也不尽相同,有对开式,插销式,顶部开启式
·2· 第 50 卷 第 10 期