
Page 122 - 《橡塑技术与装备》2024年9期
P. 122
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
炼机伺服液压系统采用的是电液伺服驱动器,是专门
用于油压控制的。它接收压力指令和流量指令,并通
过压力传感器和编码器反馈压力信号和转速信号,形
成一个压力和流量的双闭环控制。它的运行模式有压
力模式和流量模式。流量指令和伺服电机的转速是线
性对应的,最大流量指令对应伺服电机最大转速,最
小流量指令对应伺服电机最小转速。电液伺服驱动器
以压力模式运行时,它首先按给定的流量指令对应的
转速驱动伺服电机,此时系统压力不断上升,压力达
到设定值后,再根据压力给定值和实际值的差值进行
PID 运算动态调整转速给定值,以维持系统压力在设
定值附近,压力流量模式实际上是一种恒压力限流量
控制模式 [2~3] 。电液伺服驱动器以流量模式运行时,
伺服电机一直是在流量指令对应的转速下运行。
2.2 伺服电机液压系统的控制原理
图 1 密炼机异步电机比例阀液压系统的框图
伺服电机液压系统,高压泵采用的是高压小流量
动的油冷伺服电机、齿轮泵、压力传感器、高分辨率 泵,低压泵采用的是低压大流量泵。上顶栓部分由高
编码器组成的压力流量控制系统。典型的密炼机伺服 压泵组和低压泵组共同提供动力源 [4] ,辅助部分由低
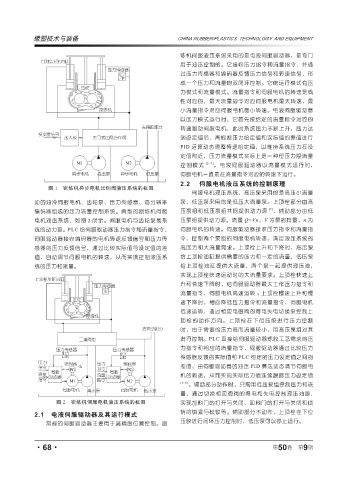
电机液压系统,如图 2 所示。伺服电机与齿轮泵是系 压泵组提供动力源。流量 Q=Vn,V 为泵的排量,n 为
统的动力源。PLC 给伺服驱动器压力指令和流量指令, 伺服电机的转速。伺服驱动器接收压力指令和流量指
伺服驱动器接收编码器的电机转速反馈信号和压力传 令,控制两个泵组的伺服电机转速,满足液压系统的
感器的压力反馈信号,通过比较实际值与设定值的差 高压力和大流量需求。上顶栓上升和下降时,高压泵
值,自动调节伺服电机的转速,从而实现控制液压系 给上顶栓油缸提供需要的压力和一定的流量,低压泵
统的压力和流量。 给上顶栓油缸提供大流量,两个泵一起提供液压油,
实现上顶栓快速运动时的大流量要求。上顶栓快速上
升和快速下降时,给伺服驱动器最大工作压力指令和
流量指令,伺服电机高速运转 ;上顶栓慢速上升和慢
速下降时,相应降低压力指令和流量指令,伺服电机
低速运转,通过相应电磁阀的得电失电切换来控制上
顶栓的动作方向。上顶栓在下位压胶进行压力控制
时,由于需要的压力高而流量较小,用高压泵组对其
进行控制。PLC 直接给伺服驱动器炼胶工艺需求的压
力指令和相应的流量指令,伺服驱动器通过比较压力
传感器反馈的实际值和 PLC 给定的压力设定值之间的
差值,由伺服驱动器的油压 PID 算法动态调节伺服电
机的转速,从而实现实际压力值连续跟踪压力设定值
[5~6]
。辅助部分动作时,只需用低压泵组控制压力和流
量,通过切换相应滑阀的得电和失电控制液压油路,
图 2 密炼机伺服电机液压系统的框图 实现加料门的打开与关闭、卸料门的打开与关闭和锁
2.1 电液伺服驱动器及其运行模式 销的锁紧与松锁等。辅助部分不动作,上顶栓在下位
压胶进行闭环压力控制时,低压泵可以停止运行。
常规的伺服驱动器主要用于高精度位置控制。密
9
·68· 第 50 卷 第 期