
Page 82 - 《橡塑技术与装备》2024年7期
P. 82
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
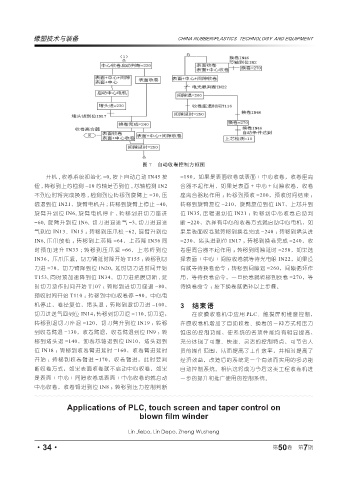
图 7 自动收卷控制方框图
开机 , 收卷系统初始化 =0, 按下自动启动 IN45 按 =190,如果是表面收卷或表面 + 中心收卷,收卷座离
钮 , 转移到上芯检测 =10 芯轴是否到位 , 芯轴检测 IN2 合器不起作用,如果是表面 + 中心 + 间隙收卷,收卷
不到位时将完成换卷 , 检测到位转移到旋臂上 =30, 压 座离合器起作用 ;转移到预收 =200,预收时间结束 ;
辊退到位 IN21,旋臂电机升 ; 转移到旋臂上停止 =40, 转移到旋臂复位 =210,旋臂复位到位 IN7,上芯升到
旋臂升到位 IN6, 旋臂电机停止 , 转移到进切刀座进 位 IN35, 压辊退到位 IN21 ;转移到中心收卷启动判
=60, 旋臂升到位 IN6, 切刀进退送气 =3, 切刀进退送 断 =220,选择有中心的收卷方式就启动中心电机,如
气到位 IN13、IN15 ;转移到压爪松 =62, 旋臂升到位 果是表面收卷就转移到换卷完成 =240 ;转移到堵头进
IN6, 压爪放松 ;转移到上芯降 =64,上芯降 IN36 同 =230,堵头进到位 IN17 ;转移到换卷完成 =240,收
时预加速升 IN33 ; 转移到压爪紧 =66,上芯降到位 卷座离合器不起作用 ;转移到间隙延时 =250,如果选
IN36,压爪压紧,切刀臂延时降开始 T155 ;转移到切 择表面 + 中心 + 间隙收卷就等待光电眼 IN22,如果没
刀进 =70,切刀臂降到位 IN20, 延时切刀进时间开始 有就等待换卷命令 ;转移到间隙退 =260,间隙循环作
T153, 同时预加速降到位 IN34,切刀进把膜切断 , 延 用,等待换卷命令,一旦换卷就转移到换卷 =270,等
时切刀动作时间开始 T107 ;转移到进切刀座退 =80, 待换卷命令 ;按下换卷就循环以上步骤。
预收时间开始 T110 ;转移到中心收卷停 =90,中心电
机停止,卷径复位,堵头退 ;转移到退切刀进 =100, 3 结束语
切刀进送气回到位 IN14;转移到切刀退 =110,切刀退; 在吹膜收卷机中应用 PLC、触摸屏和锥度控制,
转移到退切刀座退 =120,切刀臂升到位 IN19 ;转移 在原收卷机增加了自动收卷、换卷的三种方式和压力
到收卷臂退 =130,收卷臂退,收卷臂退到位 IN9 ;转 锥度的控制功能,使系统的各项性能均有明显提高,
移到堵头退 =140,卸卷芯轴退到位 IN10,堵头退到 充分体现了可靠、快速、灵活的控制特点,可节省人
位 IN18 ;转移到收卷臂进延时 =160,收卷臂进延时 员的操作范围,从而提高了工作效率,并相对提高了
开始 ;转移到收卷臂进 =170,收卷臂进,此时要判 经济效益,改造后的系统是一个有效而实用的多功能
断收卷方式,如果表面收卷就不启动中心收卷,如果 自动控制系统。相信这将成为今后这类工程收卷机进
是表面 + 中心 + 间隙收卷或表面 + 中心收卷的就启动 一步的提升和推广使用的控制系统。
中心收卷,收卷臂进到位 IN8 ;转移到压力控制判断
Applications of PLC, touch screen and taper control on
blown film winder
Lin Jiebo, Lin Depo, Zheng Wusheng
7
·34· 第 50 卷 第 期