
Page 109 - 《橡塑技术与装备》2024年7期
P. 109
测试与分析 俞长庚 等·螺杆组合对阻燃 HIPS 产品性能及能耗影响的研究
#
#
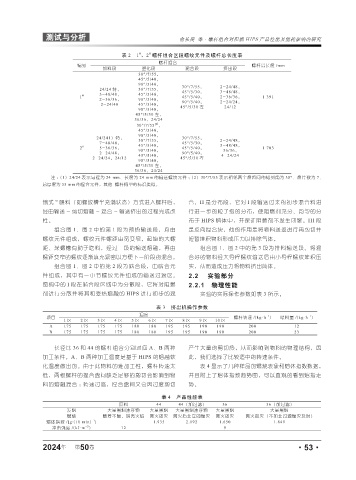
表 2 1 、2 螺杆组合区段螺纹元件及螺杆总长度表
螺杆组合
编号 螺杆总长度 /mm
加料段 塑化段 混合段 挤出段
30°/7/55,
45°/5/40,
90°/5/40, 30°/7/55, 2-24/48,
24/24 特, 30°/7/55, 45°/5/30, 3-48/48,
1 # 3-48/48, 45°/5/40, 45°/5/40, 2-36/36, 1 391
2-36/36, 90°/5/40, 90°/5/40, 2-24/24,
2-24/48 45°/5/40,
90°/5/40, 45°/5/30 左 24/12
45°/5/30 左,
36/36,24/24
[2]
30°/7/55 ,
45°/5/40,
90°/5/40,
24/241)特, 30°/7/55,
7-48/48, 30°/7/55, 45°/5/30, 2-24/48,
2 # 5-36/36, 45°/5/40, 45°/5/40, 3-48/48, 1 703
2-24/48, 90°/5/40, 90°/5/40, 36/36,
2-24/24,24/12 45°/5/40, 45°/5/30 左 4-24/24
90°/5/40,
45°/5/30 左,
36/36,24/24
注 :(1)24/24 表示导程为 24 mm、长度为 24 mm 的输送螺纹元件 ;(2)30°/7/55 表示相邻两个盘齿间的错列角为 30°、盘片数为 7、
总厚度为 55 mm 的捏合元件,其他 螺杆构型的标识类似。
饿式 ” 喂料(即螺纹槽半充满状态)方式进入螺杆后, 合。II 是分布段,它对 I 段输送过来的初步混合料进
经由输送 - 剪切熔融 - 混合 - 输送挤出的过程完成改 行进一步的粒子级的分布,使阻燃剂充分、均匀的分
性。 布于 HIPS 熔体中,并保证阻燃剂不发生团聚。III 段
组合图 1、图 2 中的第 1 段为预热输送段,均由 是反向捏合块,他的作用是将物料送返进行再剪切并
螺纹元件组成,螺纹元件螺距由宽变窄。起始的大螺 短暂堆积物料形成压力以排除气体。
距、深螺槽有助于吃料,经过一段的输送熔融,再由 组合图 1、图 2 中的第 3 段为排料输送段。将混
螺距变窄的螺纹逐渐填充紧密以方便下一阶段的混合。 合好的物料经大导程螺纹输送后由小导程螺纹堆积压
组合图 1、图 2 中的第 2 段为啮合段,由啮合元 实,从而造成压力将物料挤出筒体。
件组成,其中有一小节螺纹元件组成的输送过渡区。 2.2 实验部分
图视中的 I 段在啮合段区域中为分散段,它将对阻燃 2.2.1 物理性能
剂进行分散并将其和受热熔融的 HIPS 进行初步的混 实验的实际操作参数如表 3 所示。
表 3 挤出机操作参数
温度 -1 -1
项目 螺杆转速 /(kg·h ) 喂料量 /(kg·h )
1 区 2 区 3 区 4 区 5 区 6 区 7 区 8 区 9 区 10 区
A 175 175 175 175 180 180 195 195 190 190 200 12
B 175 175 175 175 180 180 195 195 190 190 200 23
长径比 36 和 44 的螺杆组合分别对应 A、B 两种 产生大量的剪切热,从而影响到物料的物理结构,因
加工条件。A、B 两种加工温度是基于 HIPS 的熔融软 此,我们选择了比较适中的转速条件。
化温度做出的。由于此物料的难加工性,螺杆转速太 表 4 显示了几种样品的燃烧表象和熔体指数数据,
低,两根螺杆的捏合盘间缺乏足够的剪切会影响到物 并且附上了熔体指数趋势图,可以直观的看到熔指走
料的熔融混合 ;转速过高,捏合盘间又会因过度剪切 势。
表 4 产品性能表
原料 44 44(加过滤) 36 36(加过滤)
发烟 大量黑烟漂浮物 大量黑烟 大量黑烟漂浮物 大量黑烟 大量黑烟
燃烧 燃着不熄,明亮火焰 离火即灭 离火后非立即熄灭 离火即灭 离火即灭(不如非过滤熄灭及时)
.
-1
熔体指数 /[g (10 min) ] 1.935 2.192 1.650 1.849
-2
冲击强度 /(kJ·m ) 12 9
年
2024 第 50 卷 ·53·