
Page 108 - 《橡塑技术与装备》2024年7期
P. 108
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
1.2.2 性能测试与表征 元件和筒体元件按一定顺序组合起来,进而高效地完
在每次的挤出稳定过程中测量挤出机组的实际消 成特定的混合任务。通过改变螺纹元件和筒体元件的
耗功率。单产能好由式(1)进行计算。 组合顺序,实现对不同物料、配方的最佳使用效果,
单产能耗 =ΣP i /Q (1) 达到一机多用、一机多能的目的。
式中 : 此外,螺纹元件和筒体 “ 积木式 ” 设计的另一优
P i — 每次测得的总功率(包括主电机、加热器等), 点是可以局部更换磨损的螺纹元件和筒体元件,避免
kW ; 了整个螺杆或筒体的报废,大大降低了维修成本和维
Q— 进料量,kg/h。 修时间。
模块化设计的筒体,可以通过法兰或拉杆连接,
2 结果与讨论 通常小型机(螺杆直径 30 mm 及以下)采用拉杆连接。
2.1 螺杆和筒体设计 筒体通常嵌入高耐磨合金衬套(如双金属衬套)以提
啮合同向双螺杆挤出机最显著的特点是螺杆和筒 高筒体内表面的耐磨性能。为实现精确的温度控制,
体都采用 “ 积木式 ” 设计。螺杆由套装在芯轴上的若 每个机筒上都设有单独的加热 / 冷却结构,从而实现
干螺纹元件组成,螺纹元件按不同功能又分为输送元 冷却与加热功能的最佳组合。
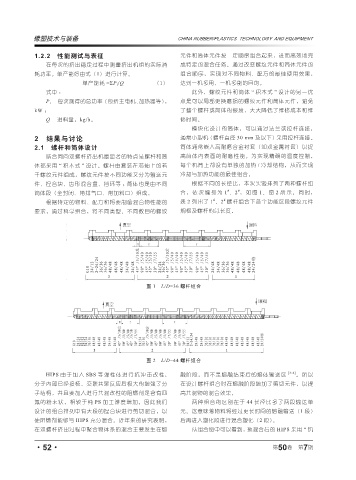
件、捏合块、齿形混合盘、挡环等 ;筒体也是由不同 根据不同的长径比,本次实验排列了两种螺杆组
#
#
筒体段(全封闭、带排气口、带加料口)组成。 合,依次编号为 1 、2 ,如图 1、图 2 所示。同时,
#
#
根据特定的物料、配方和将要制备混合物性能的 表 2 列出了 1 、2 螺杆组合下各个功能区段螺纹元件
要求,通过科学组合,将不同类型、不同数目的螺纹 规格及螺杆的总长度。
图 1 L/D=36 螺杆组合
图 2 L/D=44 螺杆组合
HIPS 由于加入 SBS 等弹性体进行抗冲击改性, 融阶段,而不是熔融结束后的熔体输送区 [3~4] 。所以
分子内部已经接枝、交联共聚反应后极大的增强了分 在设计螺杆组合时在熔融阶段增加了剪切元件,以提
子结构,并且要加入进行共混改性的阻燃剂是含有四 高共混物的混合效果。
氟的粉末状,相较于纯 PS 加工难度增加。因此我们 两种组合的区别在于 44 长径比多了两段输送单
设计的组合排列中有大段的捏合块进行剪切混合,以 元。这意味着物料将经过更长时间的熔融输送(1 段)
使阻燃剂能够与 HIPS 充分混合。近年来的研究表明, 后再进入塑化段进行混合塑化(2 段)。
在双螺杆挤出过程中聚合物体系的混合主要发生在熔 从组合图中可以看到,预混合后的 HIPS 采用 “ 饥
7
·52· 第 50 卷 第 期