
Page 126 - 《橡塑技术与装备》2026年1期
P. 126
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
布,不会影响加热效果。同时,检查加热线圈的接线 3.3 模套电磁加热方案设计
和绝缘情况,确保安全可靠。 模具的模套,作为轮胎硫化过程中的一个核心部
(2)电磁加热技术无需再往上热板中通入蒸汽, 件,其加热效果对轮胎的质量和硫化效率具有直接影
即新的上热板无需再加工流道,为保证传热效果,将 响。传统的蒸汽加热方式为直接往模套腔体中通入高
上热板设计为实心板,平面度、平行度等精度要求与 温蒸汽,而电磁加热方式需专门设计一套电磁加热护
原上热板结构保持一致。 罩对模套进行加热。由于电磁加热需严格控制加热线
(3)上隔热板根据电磁加热技术要求进行厚度及 圈与导磁体之间的距离,以保证加热效果和加热范围
开孔设计。 的有效性,所以一套电磁加热护罩只适用于同一外形
(4)为了减少电磁辐射以及减弱加热线圈对上托 尺寸的模具。模具外形尺寸变更后,需更换相应尺寸
板的加热效果,可以在上托板与上隔热板之间增加一 的电磁加热护罩。当然也可以将加热线圈直接缠绕在
层隔磁板。 模具外壁,但是这种方案需要每一副模具配备一套电
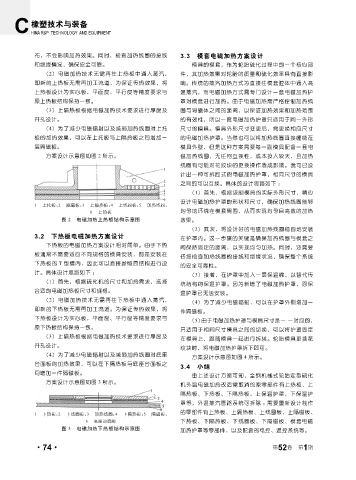
方案设计示意图如图 2 所示。 磁加热线圈,无任何互换性,成本投入较大,且加热
线圈有可能对花纹块的更换操作造成影响。我司已设
计出一种可拆卸式的电磁加热护罩,相同尺寸的模具
之间的可以互换。具体的设计思路如下 :
(1)首先,根据该副模具的实际外形尺寸,精心
设计电磁加热护罩的形状和尺寸,确保加热线圈能够
1— 上托板; 2— 隔磁板; 3— 上隔热板; 4— 上线圈板; 5— 加热线圈;
6— 上热板 均匀地环绕在模套周围,从而实现均匀且高效的加热
图 2 电磁加热上热板结构示意图 效果。
(2)其次,将设计好的电磁加热线圈稳固地安装
3.2 下热板电磁加热方案设计 在护罩内。这一步骤的关键是确保加热线圈与模套之
下热板的电磁加热方案设计相对简单。由于下热
间保持固定的距离,以实现均匀加热。同时,还需要
板通常不需要适应不同规格的模具安装,都是安装在 仔细检查加热线圈的接线和绝缘状况,确保整个系统
下热板的 T 型槽内,因此可以直接参照原结构进行设
的安全可靠性。
计。具体设计思路如下 :
(3)接着,在护罩中加入一层保温棉,以替代传
(1)首先,根据硫化机的尺寸和加热需求,选择
统结构的保温护罩。因为新增了电磁加热护罩,原保
合适的电磁加热板尺寸和规格。
温护罩已无法安装。
(2)电磁加热技术无需再往下热板中通入蒸汽,
(4)为了减少电磁辐射,可以在护罩外侧增加一
即新的下热板无需再加工流道。为保证传热效果,将
件隔磁板。
下热板设计为实心板,平面度、平行度等精度要求与 (5)由于电磁加热护罩与模具尺寸是一 一对应的,
原下热板结构保持一致。
只适用于相同尺寸模具之间的切换,可以将护罩固定
(3)上隔热板根据电磁加热技术要求进行厚度及
在模具上,跟随模具一起进行拆装。轮胎模具更换花
开孔设计。 纹块时,将电磁加热护罩拆下即可。
(4)为了减少电磁辐射以及减弱加热线圈对底座
方案设计示意图如图 4 所示。
台面板的加热效果,可以在下隔热板与底座台面板之
3.4 小结
间增加一件隔磁板。
由上述设计方案可知,全钢机械式轮胎定型硫化
方案设计示意图如图 3 所示。
机外温电磁加热改造需取消的原零部件有上热板、上
隔热板、下热板、下隔热板、上保温护罩、下保温护
罩等,外温蒸汽管路系统可拆除 ;需要重新设计制作
的零部件有上热板、上隔热板、上线圈板、上隔磁板、
1— 下热板; 2— 下线圈板; 3— 加热线圈; 4— 下隔热板; 5— 隔磁板;
6— 底座台面板 下热板、下隔热板、下线圈板、下隔磁板、模套电磁
图 3 电磁加热下热板结构示意图 加热护罩等零部件,以及配套的电控、温控系统等。
1
·74· 第 52 卷 第 期