
Page 125 - 《橡塑技术与装备》2026年1期
P. 125
产品与设计
PRODUCT AND DESIGN
现设备的远程监控与智能控制,进一步提升生产效率 2.2 电磁加热技术的基本原理探析
与安全性。 电磁加热技术是一种利用电磁感应原理,将电能
转化为热能的高效加热方式。当交变电流通过线圈时,
2 传统结构剖析及电磁加热原理阐述 会在其周围产生交变磁场。当磁场中的导磁体处于该
2.1 传统蒸汽外温加热的结构与原理简介 磁场中时,会在其内部产生涡流。涡流在导磁体中流
传统轮胎定型硫化机通常采用蒸汽加热方式,其 动时,会克服导体电阻而产生热量,从而实现加热的
外温部分主要由上热板、下热板、模套以及蒸汽管道 目的。
等组件构成。蒸汽管道将高温蒸汽输送至硫化机的上 电磁加热技术具有加热迅速、热效率高、温度控
热板、下热板以及模具模套中,并将热量传递给轮胎 制精准等显著优点。由于电磁加热是直接对导磁体进
模具与轮胎本身。上热板与下热板一般采用金属材质 行加热,因此其加热效率高、能耗低。同时,电磁加
制成,内部设计有蒸汽流道,且具备良好的导热性与 热技术还能实现温度的精准控制与远程监控,进一步
耐高温性能,模具外侧装有保温护罩。全钢子午线轮 提升了生产效率与安全性。
胎定型硫化机中,有很大一部分都是机械式结构。以 2.3 传统结构应用在电磁加热上的局限性
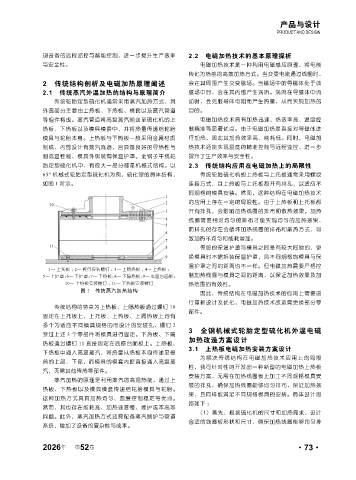
65" 机械式轮胎定型硫化机为例,硫化室的具体结构, 传统轮胎硫化机的上热板与上托板通常采用螺纹
如图 1 所示。 连接方式,且上热板与上托板都开有排孔,以适应不
同规格的模具安装。然而,这种结构在电磁加热技术
的应用上存在一定的局限性。由于上热板和上托板都
开有排孔,会影响加热线圈的排布和散热效果。加热
线圈需要相对均匀的排布才能实现均匀的加热效果,
而排孔的存在会破坏加热线圈的排布和散热方式,导
致加热不均匀和能耗增加。
传统的保温护罩与模具之间是有较大间隙的,更
换模具时不需拆装保温护罩,且不同规格的模具与保
温护罩之间的距离也不一样。但电磁加热需要严格控
1— 上托板 ; 2— 模具安装螺钉 ; 3— 上隔热板 ; 4— 上热板 ;
5— 上护罩; 6— 下护罩; 7— 下热板; 8— 下隔热板; 9— 底座台面板; 制加热线圈与模具之间的距离,以保证加热效果及加
10— 上热板安装螺钉 ; 11— 下热板安装螺钉 热范围的有效性。
图 1 传统蒸汽加热结构
因此,传统结构在电磁加热技术的应用上需要进
行重新设计及优化,电磁加热技术改造需更换部分零
传统结构的特点为上热板、上隔热板通过螺钉 10
部件。
固定在上托板上,上托板、上热板、上隔热板上均有
多个为适应不同模具规格的而设计的安装孔,螺钉 2
3 全钢机械式轮胎定型硫化机外温电磁
穿过上述 3 个零部件将模具进行固定。下热板、下隔
加热改造方案设计
热板通过螺钉 11 直接固定在底座台面板上。上热板、
3.1 上热板电磁加热安装方案设计
下热板中通入高温蒸汽,将热量从热板本身传递至模
为解决传统结构在电磁加热技术应用上的局限
具的上部、下部,而模具的模套内腔直接通入高温蒸
性,我司针对性的开发出一种新型的电磁加热上热板
汽,无需其他传热零部件。
安装方案,无需在加热线圈板上加工不同规格模具安
蒸汽加热的原理是利用蒸汽的高温热能,通过上
装的排孔,确保加热线圈能够均匀排布,保证加热效
热板、下热板以及模具模套传递给轮胎模具与轮胎。
果,且同样能满足不同规格模具的安装。具体设计思
这种加热方式具有加热均匀、温度控制稳定等优点。
路如下 :
然而,其也存在能耗高、加热速度慢、维护成本高等
(1)首先,根据硫化机的尺寸和加热需求,设计
问题。此外,蒸汽加热方式还需配备蒸汽锅炉与管道
合适的线圈板形状和尺寸,确保加热线圈能够均匀排
系统,增加了设备的复杂性与成本。
年
2026 第 52 卷 ·73·