
Page 48 - 《橡塑技术与装备》2025年5期
P. 48
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
维的破坏。通过控制熔融状态下纤维在熔体中的解缠
结,最终控制纤维在熔体中的分散。计量完成后,进
入注射阶段,在在线配混与注射成型协同作用下,熔
体通过喷嘴注入到模腔中,实现充模过程。
图 4 螺杆一线式注射成型设备 3D 总装图
1— 整机控制系统 ; 2— 液压系统 ; 3— 操作面板 ; 4—PP 投放料斗 ;
5— 长玻璃纤维; 6— 切纤装置; 7— 强制喂料双螺杆; 8— 塑化螺杆;
9— 机筒 ; 10— 模头 ; 11— 模具
图 2 在线配混注塑成型生产线示意图
如图 3 所示,热塑性树脂从料斗 5 中加入,在单
螺杆 9 的作用下向前进行塑化运输。长纤维 4 在切纤
装置 16 和侧喂料装置 17 的作用下进入料筒与熔融热
塑性树脂进行配混,经过一段时间熔融塑化后,借助
液压系统 19 的外力,将塑化后 LFRT 从模头 13 挤出
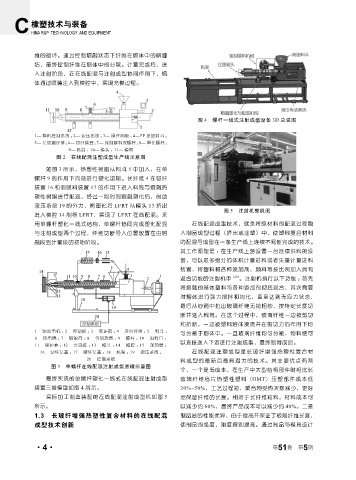
图 5 注射机整机图
进入模腔 14 制得 LFRT,实现了 LFRT 在线配混。采
用单螺杆塑化一线式结构,单螺杆协同完成塑化配混 在线配混成型技术,就是将原材料的配混过程融
与注射成型两个过程,纤维切断导入位置放置在由熔 入制品成型过程(挤出或注塑)中,使塑料复合材料
融段到计量段的初始阶段。 的配混与成型在一条生产线上连续不间断完成的技术。
其工作原理是 :在生产线上游设置一台连续供料的设
备,可以是多组分的体积计量进料或者失重计量进料
装置,将塑料和各种添加剂、颜料等按比例加入具有
混合功能的注射机中 [20] 。注射机执行以下功能 :首先
将熔融的基体塑料与各种添加剂彻底混合,其次需要
对熔体进行强力搅拌和均化,直至达到无应力状态,
最后从纱筒中拉出玻璃纤维无捻粗纱,按特定长度切
断并送入料筒。在这个过程中,玻璃纤维一边被剪切
和折断,一边被塑料熔体浸渍并在剪切力的作用下均
1— 驱动电机 ; 2— 传动轴 ; 3— 变速箱 ; 4— 连续纤维 ; 5— 料斗 ;
匀分散于熔体中。一旦玻璃纤维均匀分散,物料便可
6— 热电偶 ; 7— 熔胶筒 ; 8— 外加热器 ; 9— 螺杆 ; 10— 进料口 ;
以直接送入下游进行注射成型,最终制得成品。
11— 保护套 ; 12— 分流锥 ; 13— 模头 ; 14— 模腔 ; 15— 加热器 ;
16— 切纤装置 ; 17— 喂纤装置 ; 18— 机架 ; 19— 液压系统 ; 在线配混注塑成型是长玻纤增强热塑性复合材
20— 控制系统 料成型的最新且最具潜力的技术。其主要优点有两
图 3 单螺杆在线配混注射成型原理示意图
个,一个是低成本,在生产中大型结构部件时相比长
最终实现的单螺杆塑化一线式在线配混注射成型 玻璃纤维毡片热塑性塑料(GMT)压塑部件成本低
装置三维模型如图 4 所示。 20%~50%,工艺过程短,聚合物受热次数减少,更好
实际加工制造装配的在线配混注射成型机如图 5 地保留纤维的长度。相对于长纤维粒料,材料成本可
所示。 以减少约 60%,最终产品成本可以减少约 40%。二是
1.3 长玻纤增强热塑性复合材料的在线配混 制品总的性能优异,由于提高并保证了极限纤维长度,
成型技术创新 使制品的强度,刚度得到提高。通过制品与模具设计
5
·4· 第 51 卷 第 期