
Page 82 - 《橡塑技术与装备》2024年10期
P. 82
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
(2)试吊中各岗位人员必须按正式吊装人员进入
岗位,负正式吊装的责任。
试吊方法 :将设备吊高 0.5 m,停止 10 min 对各
受力部位及上下吊点的捆绑绳进行检查。然后将设备
落下,再抬高 1 m 进行同样的试验和检查。重点是绑
扎点的检查。
5.4 主机正式吊装
(1)在正式吊装前各岗位人员应列队到岗,检查
本岗位情况。检查后现场吊装指挥向领导小组报告,
请示吊装命令,由吊装小组下达起吊命令,方可起吊。
(2)将主机吊高 0.5~1 m 后停车检查,检查方法
同试吊。
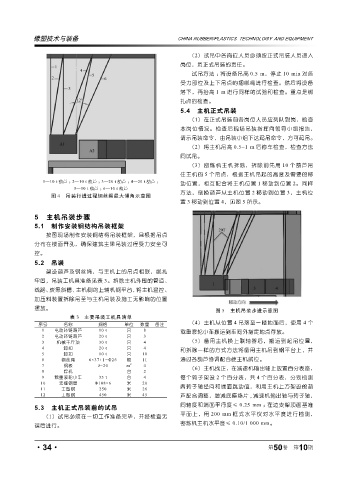
(3)密炼机主机拆除,拆除前先用 10 个葫芦吊
住主机的 5 个吊点,根据主机吊起的高度及需要的移
1—10 t 葫芦 ; 2—10 t 葫芦 ; 3—20 t 葫芦 ; 4—20 t 葫芦 ;
动位置,相互配合将主机位置 1 移动到位置 2。同样
5—10 t 葫芦 ; 6—10 t 葫芦
方法,倒换葫芦从主机位置 2 移动到位置 3,主机位
图 4 吊装行进过程钢丝绳最大倾角示意图
置 3 移动到位置 4,见图 5 所示。
5 主机吊装步骤
5.1 制作安装钢结构吊装框架
按图现场制作安装钢结构吊装框架,且根据吊点
分布在楼面开孔,确保建筑主梁吊装过程受力安全可
控。
5.2 吊装
架设葫芦及钢丝绳,与主机上的吊点相联,绑扎
牢固,吊装工机具准备见表 3。拆除主机外围的管道、
线路、炭黑斜槽、主机侧的上辅机钢平台,将主机温控、
加压料装置拆除吊至与主机吊装及施工无影响的位置
摆放。
图 5 主机吊装步进示意图
表 3 主要吊装工机具清单
(4)主机从位置 4 吊落至一楼地面后,使用 4 个
序号 名称 规格 单位 数量 备注
1 电动环链葫芦 10 t 只 8 载重滚轮小车搬运到车间外指定地点存放。
2 电动环链葫芦 20 t 只 3
3 机械千斤顶 30 t 只 4 (5)备用主机换上联轴器后,搬运到起吊位置,
4 卸扣 20 t 只 4 和拆除一样的方式方法将备用主机吊到钢平台上,并
5 卸扣 10 t 只 10
6 钢丝绳 6×37+1-Φ26 根 11 通过各葫芦协调配合使主机就位。
7 钢板 δ=20 m 2 4 (6)主机找正,在减速机输出轴上放置百分表座,
8 焊机 台 2
9 载重滚轮小车 35 t 台 4 每个转子架设 2 个百分表,共 4 个百分表,分别检测
10 无缝钢管 Φ108×6 米 20
11 工型钢 250 米 26 两转子轴径向和端面跳动值,利用主机上方架设的葫
12 工型钢 450 米 45 芦配合调整,增减底座垫片 , 减速机输出轴与转子轴,
同轴度和端面平行度≤ 0.25 mm ;在边支架顶面基准
5.3 主机正式吊装前的试吊
平面上,用 200 mm 框式水平仪对水平度进行检测,
(1)试吊必须在一切工作准备完毕,并经检查无
密炼机主机水平度≤ 0.10/1 000 mm。
误后进行。
·34· 第 50 卷 第 10 期