
Page 104 - 《橡塑技术与装备》2024年1期
P. 104
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
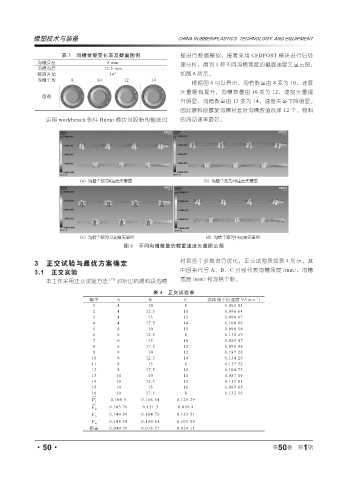
表 3 沟槽数量变化表及截面图例 程进行数值模拟,接着采用 CFDPOST 模块进行后处
沟槽深度 8 mm 理分析,得到 4 种不同沟槽宽度的截面速度矢量云图,
沟槽宽度 12.5 mm
螺旋升角 30° 如图 6 所示。
沟槽个数 8 10 12 14
根据图 6 可以看出,沟槽数量由 8 变为 10,速度
矢量略有提升,沟槽数量由 10 变为 12,速度矢量提
图例
升明显,沟槽数量由 12 变为 14,速度矢量下降明显。
因此喂料段螺旋沟槽衬套时沟槽数值选择 12 个,物料
运用 workbench 软件 fluent 模块对胶粉的输送过 的流动速率最好。
图 6 不同沟槽数量的截面速度矢量图云图
3 正交试验与最优方案确定 衬套各个参数进行优化,正交试验表如表 4 所示,其
3.1 正交实验 中因素代号 A、B、C 分别代表沟槽深度 (mm),沟槽
本工作采用正交试验方法 [17] 对挤出机喂料段沟槽 宽度 (mm) 和沟槽个数。
表 4 正交试验表
-1
模型 A B C 流体域平均速度 V/(m . s )
1 4 10 8 0.092 81
2 4 12.5 10 0.096 64
3 4 15 12 0.098 47
4 4 17.5 14 0.108 68
5 6 10 10 0.098 58
6 6 12.5 8 0.138 49
7 6 15 14 0.085 47
8 6 17.5 12 0.092 48
9 8 10 12 0.187 28
10 8 12.5 14 0.134 26
11 8 15 8 0.137 32
12 8 17.5 10 0.104 73
13 10 10 14 0.087 49
14 10 12.5 12 0.115 81
15 10 15 10 0.097 65
16 10 17.5 8 0.132 56
0.100 5 0.116 54 0.125 29
V 1
0.103 76 0.121 3 0.099 4
V 2
0.140 89 0.104 73 0.123 51
V 3
0.108 38 0.109 61 0.103 89
V 4
极差 0.040 39 0.016 57 0.024 11
1
·50· 第 50 卷 第 期