
Page 101 - 《橡塑技术与装备》2024年1期
P. 101
测试与分析 李成宇 等·单螺杆挤出机喂料段螺旋沟槽衬套的流场分析
单螺杆挤出机喂料段螺旋沟槽衬套的
流场分析
1
1
李成宇 ,吕晓龙 2* ,吕柏源 ,汤岷 1
(1.青岛科技大学机电工程学院,山东 青岛 266100 ;
2.青岛科技大学中德科技学院,山东 青岛 266100)
摘要 : 运用 Solidworks 三维建模软件建立喂料段沟槽衬套的实体模型。利用 ANSYS/FLUENT 进行有限元流场分析,针对单
螺杆挤出机制备再生胶时喂料段螺旋沟槽衬套的沟槽深度,沟槽宽度,沟槽个数对胶料固体输送速率的影响进行了分析。本文还
对挤出机喂料段沟螺旋槽衬套的沟槽深度,沟槽宽度及沟槽个数等参数进行了优化。其研究结果对单螺杆挤出机制备再生胶时喂
料段沟槽衬套的设计及参数选取有一定的指导意义。
关键词 : 单螺杆挤出机 ;衬套沟槽 ;流场分析 ;输送速率
中图分类号 : TQ320.663 文章编号 : 1009-797X(2024)01-0047-06
文献标识码 : B DOI:10.13520/j.cnki.rpte.2024.01.010
0 前言 1.1 几何模型
在橡胶工业中,螺杆挤出机是橡胶加工的重要设 本文基于单螺杆挤出机,一种用于制备再生橡胶
备,它广泛应用在轮胎制造、胶管制造、密封胶胶条 的设备。挤出机参数为 :螺杆直径 d=Ф150 mm,喂
制造、电线电缆和再生胶制造等等 [1~3] 。长期以来, 料段长度比 =4(长 600 mm 等距等深),喂料段螺
挤出机研究发展的焦点都集中在螺杆构型的不断改进 槽深度 h=27 mm,螺杆导程 S=170 mm,螺棱宽度
中,这确实使挤出机的生产能力和塑化能力获得了巨 e=10.5 mm。)通过改变沟槽深度、沟槽宽度和沟槽个
大的提高,但是塑化能力与喂料能力也是紧密相连的, 数,模拟物料的最大流动速度,并分析了沟槽深度、
只有喂料段输送能力与塑化能力相匹配时,才能保证 沟槽宽度和沟槽个数对物料输送速率的影响。喂料段
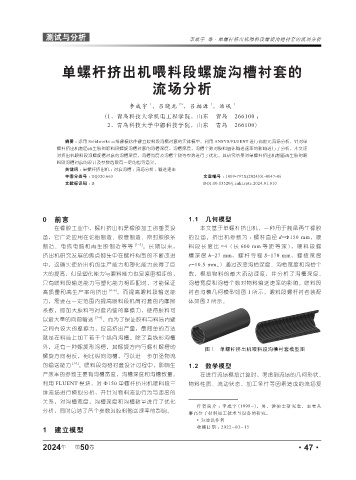
高质量和高生产率的挤出 [4~6] 。而提高喂料段输送能 衬套沟槽几何模型如图 1 所示,喂料段螺杆衬套装配
力,需要在一定范围内提高喂料段机筒衬套的内摩擦 体如图 2 所示。
系数,即加大胶料与衬套内壁的摩擦力,使得胶料可
以最大量的向前输送 [7-9] 。而为了保证胶料与料筒内壁
之间有较大的摩擦力,提高挤出产量,最简单的方法
就是在料筒上加工若干个纵向沟槽。除了直线形沟槽
外,还有一种螺旋形沟槽,其螺旋方向与螺杆螺槽的
图 1 单螺杆挤出机喂料段沟槽衬套模型图
螺旋方向相反,相比纵向沟槽,可以进一步加强物流
的输送能力 [10] 。喂料段沟槽衬套设计过程中,影响生 1.2 数学模型
产效率的参数主要有沟槽宽度,沟槽深度和沟槽数量。 在进行流场模拟计算时,考虑到流场的几何形状、
利用 FLUENT 模块,对 Ф150 单螺杆挤出机喂料段三 物料性质、流动状态、加工条件等因素造成的流场复
维流场进行模拟分析,并针对物料流动行为与速度的
关系,对沟槽宽度,沟槽深度和沟槽数量进行了优化
作者简介 :李成宇 (1998-),男,读硕士研究生,主要从
分析,同时总结了各个参数对胶料输送速率的影响。 事高分子材料加工技术与设备的研究。
* 为通讯作者
1 建立模型 收稿日期 :2022-03-15
2024 第 50 卷 ·47·
年